Introduction
Avant de commencer un projet d’amélioration, une étude de l’existant est fortement nécessaire. Il
constitue un point de départ de toute tentative d’amélioration. Nous avons commencé par un
diagnostic approfondi qui contribuera à connaître la situation actuelle afin d’identifier les forces et les
faiblesses de système de production et les enjeux liée à l’amélioration de sa performance.
II.1. Étude de l’existant
Dans le but d’identifier les axes d’amélioration, dans ce paragraphe on va commencer par la
description du processus de production de l’entreprise. Après nous spécifions notre étude par le choix
de périmètre de projet. Puis, on va suivre les indicateurs de performance. Par ailleurs, nous
présenterons les résultats des audits effectués afin de dégager les Mudas et leurs causes. Et
finalement, on va présenter le plan d’action proposé.
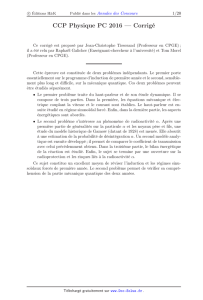
II.1.1.a. Lay-out de SACEM industrie

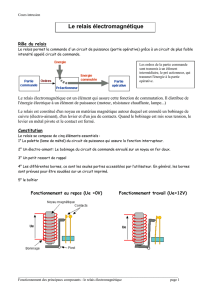
Dans le paragraphe suivant, nous présentons le lien entre les différents ateliers en utilisant le Diagramme de flux de production Transformateur
Diagramme de flux de production Transformateur
r
Montage
des parties
active
Réception
quantitative et
qualitative
Stockage de la
matière
première au
magasin
Déchargement de la
matière première
Test
d’étanchéité
Transformateur
Bobinage BT & MT
Préparation des
couvercles et des
cuves du
transformateur
Stockage
produit fini
Remplissage
huile sous
vide
Pont
roulant ane
Routine test
Chariot élévateur
Transpalette
orklift truck
Assemblage des
accessoires et
finition
Chariot élévateur
spalette
Assemblage circuit
magnétique
Chariot
élévateur
Pont roulant
Pont roulant
ge crane
Pont
roulant
Pont
roulant
Pont roulant
Transpalett
e
Chariot
élévateur
Chariot
élévateur
Chariot
élévateur

Matière première
Bobinage
Circuit Magnétique
Menuiserie
Chaudronnerie
Moyenne
Tension
Basse Tension
Refendage
Bois
Accessoires
Découpage en
45° ou 90°
Traitement de
surface
Couvercle
Cuve
Montage Circuit
Magnétique
Montage de la Partie Active
Traitement d’huile
Étuvage + sortie Four
Mise en cuve + Remplissage d’huile
Essai
Finition
Livraison

Choix du périmètre du projet et collecte des données
Avant de commencer le travail, il faut bien cadrer le projet, définir son périmètre, présenter le
processus examiné, ainsi que les équipements de la zone du travail.
Périmètre du projet
Le périmètre du projet délimite les frontières, la zone de travail et la partie sur laquelle nous
avons effectué, notre travail. Il est important de limiter le projet et d’analyser les problèmes afin
de les éliminer ou de les réduire pour atteindre nos objectifs.
Collecte des données
Afin de comprendre le processus de fabrication à SACEM industrie, on a collecté des
informations en se basant sur plusieurs méthodes qui sont : une observation sur le terrain de
travail et une analyse poussée sont établies afin de bien assimiler le fonctionnement. Au cours
de cette collecte, on a tenté de rassembler le maximum possible d’informations, ceci en
discutant avec les personnes concernées, ouvriers ou cadres et on assistant à des réunions
journalières de trente minutes à une heure selon l’état d’avancement et on a aussi consulté les
documents internes.
Remarque : ( Le service bobinage est le seul service qui ne fait pas de soutraitence )

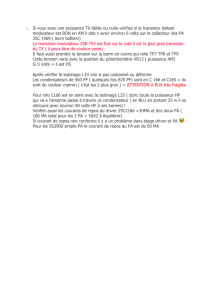
Description de Service bobinage
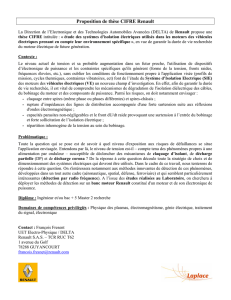
Le service bobinage comporte un effectif de l’ordre de 41 employés qui sont réparti comme le
montre le tableau.
10%
5%
41%
44%
Année d’expérience
[30;40]
[20;30]
[10;20]
-5
Emploi
occupé
Nombre
CHEF DE
SERVICE
1
CONTRE
MAITRE
2
CHEF
D'EQUIPE
2
OUVRIER(
E)
26
APPRENTI
(E)
10
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
1
/
29
100%