Fabrication de citernes : Procédure et Contrôles Qualité
Telechargé par
kheli_taoufik

PROCEDURE DE FABRICATION DES CITERNES
Les cuves sont fabriquées sur une ligne d’assemblage selon un processus
séquentiel dont les étapes sont les suivantes,
Coupe à longueur des tôles
Les tôles sont prélevées sur un stockage à plat, à l’aide d’un palonnier à
ventouse et sont disposées sur une table à butées pour un cisaillage à la
longueur voulue, correspondant à la circonférence déterminée par le diamètre de
la citerne.
Cintrage des tôles coupées
La tôle à longueur est envirolée au diamètre requis sur un équipement à
commande numérique permettant de croquer les extrémités automatiquement.
Raboutage des extrémités
La virole est alors fermée par un cordon de soudure intérieur réalisé au
procédé SAW sur une machine spécialisée dite « Rabouteuse »
Soyage des bords
Extraite de la rabouteuse, la virole est alors présentée à une enviroleuse à galets
dite « Soyeuse » qui pratique un bord tombé circonférentiel sur une des
extrémités, lequel permettra ultérieurement l’emboitage des viroles successives
et des fonds bombés.
Accostage des viroles
L’emboîtement des viroles est effectué sur une ligne d’accostage à l’aide
d’anneaux spéciaux qui agrippent chacune des deux pièces et les forcent à
l’emboitement par rapprochement sous l’effet de vérins hydrauliques. Un
opérateur effectue alors des points de soudure au procédé GMAW pour conforter
l’assemblage.
Soudage des joints
La citerne assemblée est transportée à l’aide du pont roulant et déposée sur des
vireurs automoteurs, sous le bras de la potence de soudage. La cuve est mise en
rotation et le soudage du joint au procédé SAW, s’effectue en continu. La potence
est mobile en translation pour atteindre la localisation de chacun des joints et la
vitesse de rotation des vireurs est réglée de sorte à délivrer la vitesse de
déplacement tangentiel réclamée par le procédé de soudage.
Tests d’étanchéité des soudures
Deux tests sont alors pratiqués à ce stade, un ressuage et une épreuve
pneumatique.

Travaux de finition, accessoires, piquages
Si la citerne a vocation à être enterrée, la double peau dont les éléments ont été
fabriqués séparément est installée et soudée avec la potence tandis que les trous
d’homme et les supports de chambre étanche sont mis en place et soudés
manuellement.
Traitement de surface
Conformément aux spécifications, la citerne subit alors les traitements suivants.
Un grenaillage en cabine de type SA 2.5 selon la norme ISO 8501-1 à l’issue
duquel la rugosité Rz dʼenviron 80 microns est mesurée pour vérification selon la
norme ISO 8503-4 . Cette opération s'effectue sous le contrôle APAVE qui délivre
un certificat.
Un revêtement ENDOPRENE en cabine à manipulateur rotatif, déposé au pistolet
alimenté par un système mélangeur AIRLESS XP70 GRACO. Un contrôle de
l’épaisseur du film sec et des caractéristiques diélectriques est effectué après
durcissement avec un équipement électronique adéquat, sous contrôle APAVE
qui délivre un autre certificat.
Fabrication et pose du châssis-dalle
Les citernes à enterrer sont livrées arrimées sur des châssis qui servent de
berceaux à la citerne et de ferraillage aux fondations. La fondation en fosse se
résume à couler purement et simplement une dalle béton assurant le lestage de
la citerne après enfouissement.
QMOS - QUALIFICATION DES MODES OPERATOIRES DE
SOUDAGE
Trois procédés de soudage sont retenus dans nos fabrications
Procédé SAW – SUBMERGED ARC WELDING
Ce procédé est dit à arc submergé sous flux solide. Il a été qualifié selon les
exigences de la norme EN 15614 par l’organisme APAVE. Il est utilisé à la fois
pour le soudage des cordons longitudinaux sur la Rabouteuse et des cordons
circulaires sur la Potence de soudage
Procédé SMAW – SHIELDED METAL ARC WELDING
Ce procédé est dit à électrode enrobée. Nos soudeurs sont qualifiés à ce procédé
de soudage par l’organisme APAVE selon les exigences de la norme EN 287
relatives à la qualification des soudeurs.
Procédé GMAW – GAS METAL ARC WELDING
Ce procédé est dit semi-automatique à fil plein sous atmosphère gazeuse. Il est
utilisé pour réaliser les points de soudure qui confortent l’assemblage par

emboitement. Il ne fait l’objet d’aucun contrôle, cependant nos opérateurs, pour
d’autres tâches, sont aussi qualifiés à ce procédé.
PROTECTION CONTRE LA CORROSION
L'ENDOPRENE 868.06 que nous appliquons en revêtement des cuves à enterrer
est un liant polyuréthanne sans solvant.
Il est applicable à la machine "Airless" chauffante à deux composants. Sa grande
réactivité permet une manipulation très rapide des pièces ainsi revêtues. Sa
formulation a été spécialement mise au point pour obtenir en une seule couche, une
bonne adhérence sur métaux ferreux et une grande dureté alliée à une bonne
résistance aux chocs. Le revêtement polymérisé se caractérise aussi par sa
résistance chimique, en particulier à l'eau.
Nombre de composants : 2
Couleur du film sec : Havane
Aspect du film sec : Brillant
Masse volumique à 23°C : 1,4 g/ml
Extrait sec volumique : 100%
L'ENDOPRENE 868.06 satisfait aux exigences des Pétroliers et répond aux Normes
NFE 86-900, DIN 6607, DIN 4681 Teil 3 et EN 12285-1.
Il est conçu pour sʼappliquer en plusieurs passes, humide sur humide, dans une
plage dʼépaisseur nominale de film sec comprise entre 500 et 1500 microns, le choix
final de lʼépaisseur etant déterminé par la spécification dʼutilisation.
LʼENDOPRENE 868.06 sʼapplique par pulvérisation airless à la pression de 120 bars
minimum en plusieurs passes humides. L'équipement utilisé assure dʼune part, un
dosage et un mélange automatique et contrôlé des deux constituants, 75% pour la
partie A et 25 % pour la partie B et dʼautre part, leur maintien en température, 50°C à
60°C pour la partie A,15°C à 35°C pour la partie B et ce, depuis les cuves
dʼalimentation jusquʼau pistolet de pulvérisation. En cours dʼapplication, le contrôle
de lʼépaisseur du film humide doit être mesurée en utilisant par exemple la norme
ISO 2808 méthode 1A ou 1B
Lorsque le film a atteint un état de séchage suffisant (8 h minimum à 20°C), les
contrôles prévus doivent être réalisés.
Une fiche technique complète est disponible en téléchargement.
CONTRÔLES EN COURS DE FABRICATION
En cours de fabrication, des contrôles sont opérés systématiquement. Ils visent
principalement,
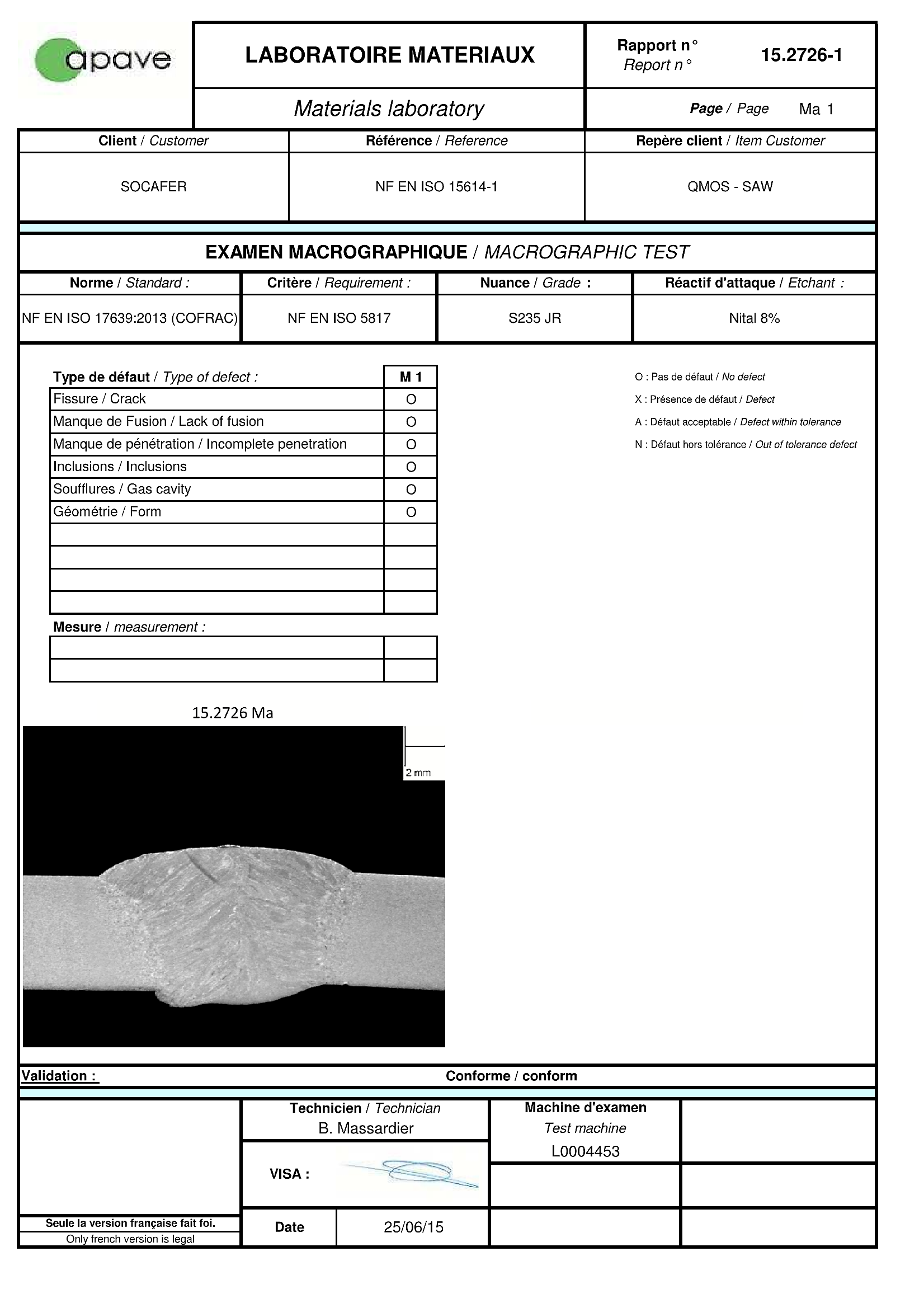
L’étanchéité des joints. - Deux types de contrôle non destructif sont pratiqués
L'essai de réssuage qui a pour but de révéler la présence de défauts débouchant
à la surface du cordon de soudure qui ne peuvent généralement pas être décelés
par un simple examen visuel. L'essai de ressuage utilise un produit pénétrant à

faible tension superficielle administré de l'intérieur, qui transite par capilarité et fait
ainsi apparaître les microfissurations éventuelles.
Un autre contrôle d'étanchéité s'effectue par la mise en pression de la citerne. Ce
test est fait à l’aide d’une station d’épreuve pneumatique prévue à cet effet. Après
mise en pression de la cuve, l'observation d'une éventuelle chute des indications
manométriques va pouvoir déceler un défaut d’étanchéité.
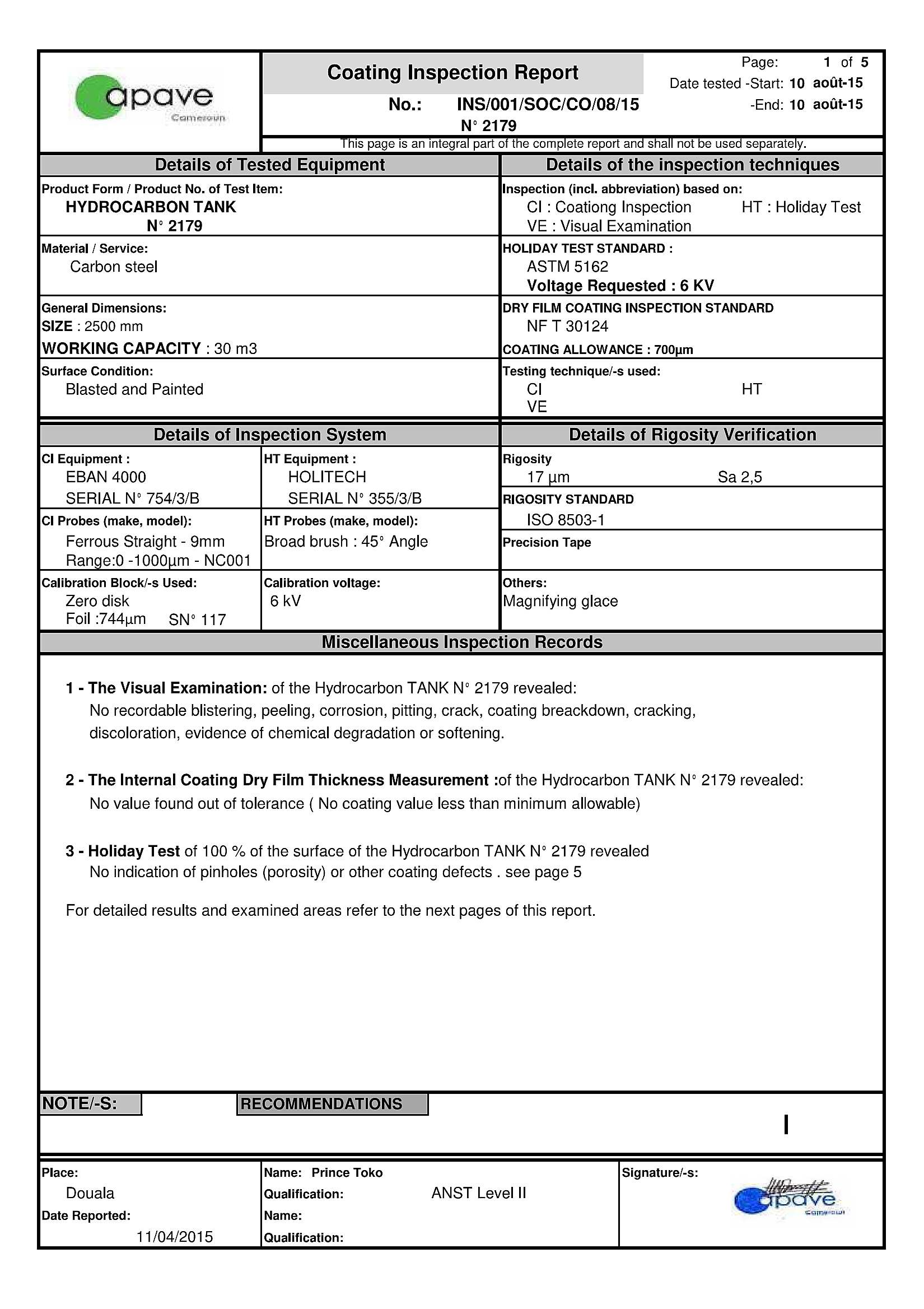
La rugosité des surfaces à peindre
L’extérieur des cuves subit un traitement de surface par projection d’abrasifs. La
qualité SA 2.5 pour la rugosité, réclamée par les conditions d'application
ultérieure du revêtement, en conformité avec la norme ISO 12944-5, est obtenue
du traitement. Elle est testée systèmatiquement à l’aide d’un équipement
spécialisé sous le contrôle d'un bureau extérieur type APAVE qui délivre un
certificat.
La qualité du revêtement - Trois types de contrôles sont opérés,
Controle visuel - Lʼaspect, la continuité, la couleur doivent être uniformes et
exempts de défauts apparents.
Mesure de l'épaisseur - Lʼépaisseur est mesurée en application de la norme EN
ISO 2808 méthode 7C ou 7D. Elle devra être conforme aux exigences du cahier
des charges et conditions particulières du client.
Caractéristiques diélectriques - La non-porosité du revêtement est vérifiée avec
un instrument de mesure type ELCOMETER. La tension appliquée est celle
requise par la spécification utilisée, elle sera au minimum de 5 volts par micron
dʼépaisseur de film sec.
Ces opérations ont lieu sous la surveillance d'un bureau extérieur agréé
type APAVE qui délivre un certificat.
1
/
4
100%









{kind=link}
{kind=link}
{kind=link}