Productique
Le contrat de phase
1/6
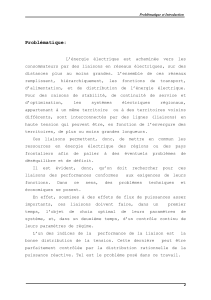
CONTRAT DE PHASE
PHASE N° 20
Matière : 2017 A
Elément : Corps de pommeau
Ensemble : Pommeau de levier de vitesse
BUREAU
DES
METHODES
Programme : 4 lots de 15 pièces/an
NOM : ROY F.
Machine - Outil : TOUR CN Somab N°de prog : %6242
Désignation : TOURNAGE Fichier : FAO_corps_1
OUTILS
DESIGNATION DES
OPERATIONS
Vc
m/mn
n
N
tr/mn
f
mm/tr
Vf
mm/mn
n
Tt
min
Ti
min
1- Mise en butée
2- Dresser finition
3- Pointer
4- Percer
5- Ebaucher profil intérieur
6- Finir profil intérieur
Outil à charioter dresser
d’extérieur T-MAX U
SCLC 1616H09
Forêt à pointer 120°
Forêt HSS DIN340 118°
TITEX
Outil à charioter dresser
d’intérieur T-MAX U
SCLC 1616H09
0,1
0.1
0.05
2000
150
150
Date : 01/10/03
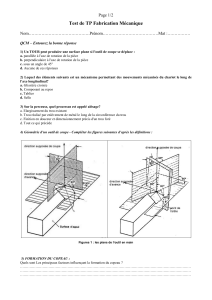
Le cartouche présente
- le N° de phase
- le nom de la pièce
- le nom de la machine
- le fichier
informatique
- le n° de programme
Le croquis présente
- la pièce après
usinage
- la mise en position
isostatique de la pièce
- les cotes fabriquées
(CF à réaliser)
- le dessin des outils
- les surfaces usinées
en trait gras
- l’Origine Programme
avec le repère d’axes.
Désignation de l’opération
avec le repère de la surface à
usiner.
Nom de l’outil associé à
l’opération.
Paramètres de coupe
Vc = vitesse de coupe
N = fréquence de rotation
f = avance
Temps technologique
temps de coupe.
Temps improductif
temps pendant
lequel l’outil
n’usine pas.

Productique
La mise en position
2/6
z
2
1
y
x
y
2
1
1
2
z
x
z
2,4
1,3
3
1
2
4
y
x
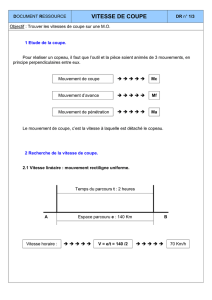
1. MISE EN POSITION ET MAINTIEN EN POSITION
La mise en position sert à positionner la pièce à usiner toujours exactement au « même endroit », de manière à respecter les cotes
de fabrication entre les surfaces d’appui et les surfaces usinées. Elle intervient notamment lorsque l’on usine des séries de
pièces dont les dimensions du brut varient d’une pièce à l’autre.
Le maintien en position sert à maintenir par serrage la pièce dans cette position.
2. DEGRES DE LIBERTE
Mettre en position = Eliminer tous les mouvements ou DEGRES DE LIBERTE de la pièce.
3. LIAISONS ELEMENTAIRES
On pourrait répartir les appuis n’importe comment mais cela entraînerait une réalisation technologique du porte pièce
probablement complexe. Donc, on se ramène à des liaisons physiques simples appelées LIAISONS ELEMENTAIRES .
Les degrés de liberté éliminés par chacune des liaisons élémentaires sont cochés :
Liaisons élémentaires
Tx
Ty
Tz
Rx
Ry
Rz
Appui plan
x
x
x
Linéaire
rectiligne
x
x
Ponctuelle
x
Linéaire
annulaire
(centrage
court)
x
x
Pivot glissant
(centrage
long)
x
x
x
x
4. REGLES DE MISE EN POSITION ISOSTATIQUE
Il faut 6 appuis pour qu’une mise en position soit complète 6 degrés de liberté éliminés : on dit alors que la mise en
position est ISOSTATIQUE. C’est celle que l’on réalisera en principe.
On peut utiliser moins de 6 appuis mais alors la mise en position sera incomplète. Cela peut être toutefois suffisant
pour l’usinage concerné. Exemple: en tournage, il n’y a pas de mise en position autour de l’axe de rotation (celui ci est éliminée
par serrage =maintien en position)
On peut utiliser plus de 6 appuis mais seulement si ce sont des appuis déformables ou réglables qui viendront en
complément des appuis principaux de mise en position. (cas des pièces déformables ou de grandes dimensions)
On estime que l’on peut faire un centrage long si la longueur est supérieure ou égale à 1.5 fois le diamètre.
On ne peut jamais éliminer 2 fois un même degré de liberté!
Appui plan et pivot glissant impossibles car
Rx et Ry éliminés 2 fois.
Le choix d’une mise en position se fait à partir de :
la forme de la pièce ET les cotes de fabrication
Sauf pour la première phase, il faut éviter la mise en position sur des surfaces brutes.
5. METHODOLOGIE : La méthode suivante est suffisante dans de nombreux cas :
y
x
3
3
1
2
z
x
1
y
x
y
z

Productique
La mise en position
3/6
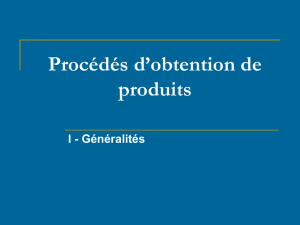
6. EXEMPLES
appui plan (3)+ linéaire rectiligne (2)+ ponctuelle (1) Pivot glissant(4)+ponctuelle(1) appui plan(3)+ linéaire annulaire(2)+ponctuelle(1)
6. EXEMPLES
On complète en
fonction des degrés de
liberté restants et de la
cotation
en fonction
essentiellement de la
forme de la pièce
En fonction de la cotation et de la forme de la pièce
Ponctuelle (s)
?
Pivot glissant
Appui plan
+
Linéaire annulaire
Linéaire rectiligne
+
Liaisons « prépondérantes »
Liaisons « secondaires »
Liaisons « complémentaires »

Productique
Les paramètres de coupe
4/6
1-IDENTIFICATION DES PARAMETRES DE COUPE.
En tournage :
En fraisage : .
2-DEFINITION DES PARAMETRES DE COUPE.
La fréquence de rotation N
s’obtient à partir de Vc :
La vitesse d’avance Vf s’obtient à partir de l’avance f :
En tournage : En fraisage :
PIECE
OUTIL
PIECE
OUTIL
Vc
Vf
PG
ap
f
OUTIL
PIECE
Vc
ar
f
PG
Vc = vitesse de coupe
Vf = vitesse d’avance
f = avance
ap = profondeur de passe.
Vc = vitesse de coupe
Vf = vitesse d’avance
f = avance
aa = profondeur de passe
axiale
ar = profondeur de passe
radiale
PIECE
Vf
aa
OUTIL
N = 1000 x Vc
x D
tr/min
m/min
mm (diamètre de l’outil ou
de la pièce)
mm/tr
mm/min
Vf = f x N
t/min
mm/min
mm/tr/dent
nombre de dents de
l’outil
Vf = fz x Z x N
t/min

Productique
Les paramètres de coupe
5/6
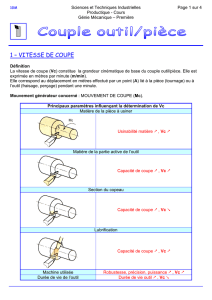
3. EXPLICATION DES PARAMETRES DE COUPE
Mouvement de coupe
Ce qui est primordial, c’est la vitesse à laquelle l’outil rentre dans la matière : c’est la vitesse de coupe Vc (en m/mn).
Elle dépend :
du matériau de la pièce usinée (Aluminium, acier, plastique,...),
du matériau de l’outil qui usine (ARS, carbure, céramique),
de la durée de vie souhaitée pour l’outil,
des conditions d’usinage (lubrification,...)
Elle est le résultat d’essais et est donnée dans des abaques.
La fréquence de rotation N (en t/mn) ne donne aucune indication sur la vitesse au point d’usinage ! !
Pour une même fréquence de rotation , la vitesse de coupe n’est pas la même partout sur l’élément tournant !
Les MOCN peuvent réguler leur fréquence de rotation de manière à conserver une vitesse de coupe constante (accélération
progressive lors d’un tronçonnage par exemple)
Mouvement d’avance
Ce qui est primordial, c’est de savoir combien l’outil prend de matière à la fois = épaisseur du copeau = l’avance f ou fz
Elle est également donnée par les fabricants d’outils en fonction de la résistance de l’outil et du comportement du copeau
(écoulement, fragmentation).
La vitesse d’avance (Vf en mm/mn) ne donne aucune indication sur l’épaisseur du copeau. Elle traduit seulement la vitesse de
déplacement ! !
Exemple :
Pour une même vitesse d’avance,
l’avance = épaisseur du copeau sera
différente suivant la fréquence de rotation :
Si on tourne très vite, on aura un copeau très fin,
Si on tourne doucement, on aura un copeau très épais ! !
Les MOCN ont la capacité de fonctionner à avance ou vitesse d’avance constantes.
Vc3
Vc2
Vc1
Vc=0
N
après un tour
Vf
N
f
 6
6
1
/
6
100%