!
F!"#$%&$%C'(()!**)("$*%
+(,$"-!'(%
Innovation'Technologique'et'Eco'Conception'
%
%
Ressources:)Injection))Page)1)
%
.)%/0)1!-2%&30(%'4,$-%!(,$"-2%&25$(&%&$%-6'!*%"6!-76$*%8%
9: .)%"'("$5-!'(%&$*%;'6<$*%&$%1)%5!7"$:%
=: .)%"'("$5-!'(%$-%1)%/0)1!-2%&$%62)1!*)-!'(%&$%13'0-!11)>$%?1$%<'01$@:%
A: .$*%"'(&!-!'(*%$-%1$*%5)6)<7-6$*%&$%<'01)>$%?!(,$"-!'(@:%
B$01%0(%-6)C)!1%"'11)4'6)-!;%$(-6$%1$*%&!;;26$(-*%*52"!)1!*-$*%&$%"$*%-6'!*%&'<)!($*%5$6<$-%&3'5-!<!*$6%
1)%;'("-!'(()1!-2%&$%1)%5!7"$:%
%
I. Le procédé d’obtention par moulage
D$%56'"2&2%&3'4-$(-!'(%5$6<$-%&$%56'&0!6$%-67*%6)5!&$<$(-%?en'une'seule'opération@%%&$*%'4,$-*%&$%
/0)1!-2%$(%>6)(&$%/0)(-!-2E%<F<$%*!%1$*%;'6<$*%*'(-%"'<51$G$*E%%&)(*%&$*%>)<<$*%&$%5'!&*%)11)(-%&$%
/0$1/0$*%>6)<<$*%H%510*!$06*%I!1'>6)<<$*:%%
J(% 0-!1!*$% 13!(,$"-!'(% 51)*-!/0$% &)(*% &$% -67*% ('<46$0G% &'<)!($*% 8% 13)0-'<'4!1$E% 1$% ,'0$-E%
1321$"-6'(!/0$E%%1)%6'4'-!/0$E%1K)26'()0-!/0$E%1K)26'*5)-!)1E%1$%<2&!")1:::%
L2125#'($*E%*$6!(>0$*E%5)6$%"#'"*E%")5'-*E%")6-$6*E%4'M-$*N%
%
1.
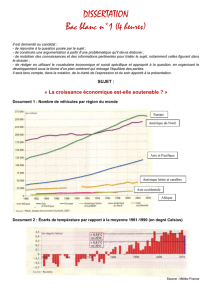
Déroulement du cycle d’injection
%
%
O'066$)0%
Plastification et Dosage :
fusion du volume de
matière nécessaire à la
prochaine moulée%
La trémie est alimentée en
granulés
Fermeture et
verrouillage du
moule%
Injection de la
matière fondue et
maintien sous
pression%
Refroidissement%
Ouverture du
moule%
Ejection des pièces%
Nouveau
cycle
Avance du groupe
de plastification%

Ressources:)Injection))Page)2)
%
A!
B!
.)%<)-!76$%51)*-!/0$%?$G$<51$%8%PPE%PQE%RSBE%N@%*$%562*$(-$%*'0*%;'6<$%&$%granulés%&)(*%1)%trémie:%
D$11$T"!% &'!-% *04!6% 0($% 56$<!76$% -6)(*;'6<)-!'(E% $11$% $*-% "#)0;;2$% H% 13!(-26!$06&0% ;'066$)0% 50!*%
<)1)G2$%5)6%0($%C!*:%D$--$%56$<!76$%2-)5$%*3)55$11$%1)%plastification:%
R% 1)% *0!-$% &$% "$--$% '526)-!'(% 1)% <)-!76$% C!*/0$0*$% $*-% 5'0**2$% &)(*% 1$% moule% 5)6% 0(% 5!*-'(:% D3$*-%
13injection:%
P'06%/0$%1)%<)-!76$%50!**$%*$%*'1!&!;!$6E%!1%$*-%$(*0!-$%(2"$**)!6$%&$%thermo%réguler%1$%<'01$:%
.)%5!7"$%<'012$%5$0-%)1'6*%F-6$%2,$"-2$%)567*%ouverture%&0%<'01$%>6U"$%H%0(%*V*-7<$%&’éjection:%
%
2.
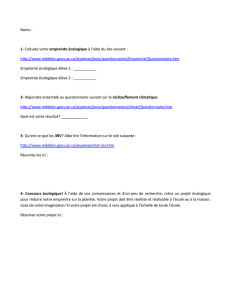
Les matièresinjectables
.$*%5'1V<76$*%?thermoplastiques'et'thermodurcissables@%$-%1$*%21)*-'<76$*%5$0C$(-%F-6$%<'012*%5)6%
!(,$"-!'(:%
Les% Thermoplastiques*$% &2;'6<$(-% $-% *'(-% ;)W'(()41$*% *'0*% 1K)"-!'(% &$% 1)%
"#)1$06:% +1*% 6$56$(($(-% 1$06% ;'6<$% !(!-!)1$% $(% 6$;6'!&!**)(-% *)0;% &)(*% 1$% ")*% &$%
62"#)0;;$<$(-*%6252-2*:%
.$*% <'12"01$*% &$% "$*% 5'1V<76$*% *'(-% "'(*-!-02$*%&$% 1'(>0$*% "#)M($*% *$01$<$(-% 6$1!2$*% 5)6% &$*% 1!)!*'(*%
;)!41$*:%
.'6*/0$%1$*%-#$6<'51)*-!/0$*%*'(-%"#)0;;2*E%1$*%1!)!*'(*%5$0C$(-%F-6$%6'<50$*:%.$*%<'12"01$*%
5$0C$(-% >1!**$6% 1$*% 0($*% *06% 1$*% )0-6$*E%1$*% -#$6<'51)*-!/0$*% &$C!$(($(-% &'("% *'051$*:% .$*%
"#)M($*%<'12"01)!6$*%*$%<'&!;!$(-%5'06%56$(&6$%0($%;'6<$%&!;;26$(-$:%
X0)(&% 1)% <)-!76$% 6$;6'!&!-E% 1$*% 1!)!*'(*% *$% 6$;'6<$(-% $-% 1$*% -#$6<'51)*-!/0$*% >)6&$(-% 1$06%
('0C$11$%;'6<$%-'0-%$(%"'(*$6C)(-%1$06*%56'56!2-2*%51)*-!/0$*:%
%
Les%thermodurcissables%
D$%*'(-%&$*%51)*-!/0$*%/0!%56$(($(-%1$06%;'6<$%&2;!(!-!C$%)0%56$<!$6%
6$;6'!&!**$<$(-E%1)%62C$6*!4!1!-2%$*-%!<5'**!41$:%%
.$*% <'12"01$*% &$% "$*% 5'1V<76$*% *'(-% '6>)(!*2$*% $(% &$% 1'(>0$*% "#)M($*%
"'<56$()(-%0(%>6)(&%('<46$%&$%1!)!*'(*%"#!<!/0$*%*'1!&$*%$(-6$%$11$*:%
.$*%1!)!*'(*%*'(-%*!%*'1!&$*%/03$11$*%($%5$0C$(-%5)*%F-6$%6'<50$*%/0)(&%1$%51)*-!/0$%$*-%
"#)0;;2:%
%
Les%élastomères%:%
%
+1*% 562*$(-$(-% 1$*% <F<$*% /0)1!-2*% 21)*-!/0$*% /0$% 1$% caoutchouc:% +1*% *'(-% $<51'V2*%
&)(*%1)%;)46!")-!'(%&$*%"'0**!(*E%&$%"$6-)!(*%!*'1)(-*%'0%&$*%5($0*:%%
%
%
+1*% *'(-%"'(*-!-02*% &$% 1'(>0$*% "#)M($*% <'12"01)!6$*% 6)**$<412$*E% )0% 6$5'*E% $(%
Y%5$1'-$*%Z%$-%6$1!2$*%$(-6$%$11$*%5)6%&$*%([0&*%&$%6$*$)0:%O!>%R:%
.'6*/0$%1$% 5'1V<76$% $*-% *'0<!*% H% 0($% "'(-6)!(-$% &$% -6)"-!'(E% 1$*% "#)!($*% *$% 62)66)(>$(-%
5$6<$--)(-% )!(*!% &$% >6)(&$*% &2;'6<)-!'(*% )C)(-% 605-06$:O!>% S:%X0)(&% 1)% "'(-6)!(-$% *$6)%
*0556!<2$E%!1%6$56$(&%*)%"'(;!>06)-!'(%!(!-!)1$:%
%
La'co7injection'permet'le'moulage'de'pièces'avec'des'matériaux,'des'couleurs'ou'des'caractéristiques'
différentes.'
%

Ressources:)Injection))Page)3)
%
3.
La presse à injecter
Q11$%$*-%"'(*-!-02$%&$%-6'!*%5)6-!$*:%
%
%
%
%
%
%
%
%
%
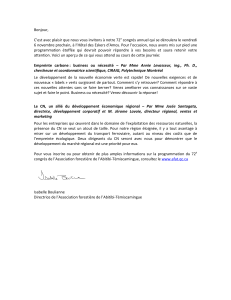
II. L’outillage d’injection
1.
Extrait du cahier des charges de l’outillage d’injection
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
% %
Y%\$/0!6$<$(-%Z%
Obtenir!des!pièces!moulées!
Text=%Y.3'0-!11)>$% &3!(,$"-!'(%
?<'01$@% 5$6<$-% 0($% ;'!*%
5'*!-!'((2% *06% 1)% 56$**$%
&3'4-$(!6%1$*%5!7"$*%<'012$*:%Z%
Id!=!1e%
!
%
YO0("-!'()11\$/0!6$<$(-%Z%
Traverser!la!partie!fixe!
Text]%Y%.)% <)-!76$% &'!-% -6)C$6*$6% 1)%
5)6-!$% ;!G$% ?*0526!$06$@% &0% <'01$%&$%
1)% 40*$% &3!(,$"-!'(% ,0*/03)0% 51)(% &$%
,'!(-Z:%
Id!=!1.2!e%
Y%S1'"I%Z%
Outillage!d’injection!
YO0("-!'()1\$/0!6$<$(-%Z%
Alimenter!
Text]%Y%.$% "#$<!($<$(-% &$% 1)% <)-!76$%
51)*-!/0$% H% 132-)-% C!*/0$0G% $(-6$% 1)% 40*$%
&3!(,$"-!'(% $-% 13$<56$!(-$% &'!-% F-6$%
5'**!41$:%
:Z%
Id!=!1.!7!e%
YO0("-!'()1\$/0!6$<$(-%Z%
Acheminer!la!matière!vers!
l’empreinte!
Text]%Y%.)% <)-!76$% &'!-% F-6$%
)"#$<!(2%C$6*%13$<56$!(-$:%Z%%
Id!=!1.4!e%
YO0("-!()1\$/0!6$<$(-%Z%
Refroidir!
Text]%Y%.)% <)-!76$% &'!-% $(*0!-$% F-6$%
6$;6'!&!%);!(%&$%*$%*'1!&!;!$6:%Z%
Id!=!1.6!e%
YO0("-!()1\$/0!6$<$(-%Z%
Mettre!en!forme!!
Text]%Y%.3'4-$(-!'(% &30($% 5!7"$%
51)*-!/0$%(3$*-%5'**!41$%/0$%5)6%1$%4!)!*%
&30($% $<56$!(-$% "6$0*2% &)(*% 0(% 41'"%
&$%<2-)1:Z%
Id!=!1.1e%
YO'("-!'()1\$/0!6$<$(-%Z%
Permettre!l’extraction!
de!la!grappe!
Text]%Y%.'6*% &$% 13'0C$6-06$%
&0% <'01$E%1)% Y%>6)55$%Z% &$%
5!7"$% &'!-% F-6$% <)!(-$(0% &0%
"^-2%&0%*V*-7<$%&32,$"-!'(Z:%
Id!=!1.3!e%
YO0("-!()1\$/0!6$<$(-%Z%
Ejecter!
Text]%Y%.)% 5!7"$% <'012$% &'!-% F-6$%
2C)"02$%&$%13'0-!11)>$:Z%
Id!=!1.5!e%
Y%S1'"I%Z%
Bloc!empreinte!mobile!
et!bloc!empreinte!fixe!
YO0("-!()1\$/0!6$<$(-%Z%
Positionner!
Text]%Y% .$*% &!;;26$(-$*%
5)6-!$*% &0% <'01$*% &'!C$(-%
*$% 5'*!-!'(($6% 5)6;)!-$<$(-%
1$*% 0($*% 5)6% 6)55'6-% )0G%
)0-6$*:%Z%
Id!=!1.6!e%
Y%S1'"I%Z%
Carotte!
Y%S1'"I%Z%
Arrache!carotte!
Y%S1'"I%Z%
Canal!et!seuil!d’alimentation!
Y%\$;!($%Z%
Y%\$;!($%Z%
Y%\$;!($%Z%
Y%S1'"I%Z%
Ejecteurs,!plaque!d’éjection,!
RAZ!et!queue!d’éjection!
_(!-2%&$%51)*-!;!")-!'(%
$-%&3!(,$"-!'(%
_(!-2%&$%;$6<$-06$%
_(!-2%&$%
6$;6'!&!**$<$(-%

Ressources:)Injection))Page)4)
%
.)%<!*$%$(%)&2/0)-!'(%&$%"$*%&!;;26$(-$*%;'("-!'(*%$*-%1$%62*01-)-&$%132-0&$%&$%<'01)>$%$-%&25$(&%
;'6-$<$(-%&$*%"'<52-$("$*%&0%"'("$5-$06%&3'0-!11)>$:%%
P'06%('0*%);;6)("#!6%5)6-!$11$<$(-%&$%"$*%"'<52-$("$*%`<2-!$6aE%0(%'0-!11)>$%<'&01)!6$%)%2-2%"622%8%
.$% <'01$% H% ")**$--$:% +1% C)% ('0*% 5$6<$--6$% &$% 62)1!*$6% 6)5!&$<$(-% &$*% 5!7"$*% 51)*-!/0$*% 1'6*% &$*%
56',$-*%'0%&$*%)"-!C!-2*%56)-!/0$*:%
%
%
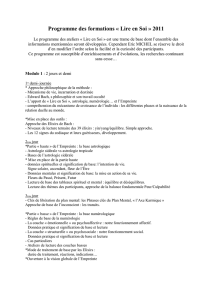
2.
Structure du moule à cassette
%
%
%
%
% %
X0$0$%
&32,$"-!'(%'
P1)/0$%&32,$"-!'(%'
\)55$1*%&32,$"-!'(%
?\)b@'
P)6-!$%
<'4!1$%%
P)6-!$%;!G$%%
P1)/0$%&$%*055'6-%
&3$;;'6-*%%
S1'"%$<56$!(-$%
<'4!1$%%'
S1'"%$<56$!(-$%;!G$%%
D'06*$%
&32,$"-!'(%
<)G!%8%c<<%
d'10<$%`")5)41$a%&$%1)%5!7"$%!(,$"-)41$%8%
34'x'43'x'24'(12empreinte'fixe+12empreinte'mobile)'
d'10<$%<)-!76$%!(,$"-)41$%8%e%"<A%
\$W0%&$%40*$%
5'*!-!'(%"$(-62$%
'0%4)**$%%

Ressources:)Injection))Page)5)
%
B$0!1%
D)6'--$%
P1)(%&$%,'!(-%
Q<56$!(-$%
D)()1%*$"'(&)!6$%
3.
Les fonctions de l’outillage
a) La fonction : Mettre en forme
.)%;'6<$%&$%1)%5!7"$%$*-%"6$0*2$%&)(*%1$*%212<$(-*%)55$12*%41'"%
$<56$!(-$%;!G$%$-%41'"%$<56$!(-$%<'4!1$:%Q11$%*$%*25)6$%)0%(!C$)0%
&0%51)(%&$%,'!(-:%
b) La fonction : Alimenter
.)%<)-!76$%51)*-!/0$%&)(*%*'(%2-)-%C!*/0$0G%&'!-%F-6$%)"#$<!(2$%&$50!*%1)%40*$%,0*/03H%13$<56$!(-$:%
?Le'moule'à'casette'permet'une'alimentation'centré'ou'basse@:%
%
.$%")()1%&3)1!<$(-)-!'(%5$6<$-%&3)"#$<!($6%1)%<)-!76$%51)*-!/0$%&$50!*%1)%40*$%<)"#!($%,0*/03H%1)%
5!7"$%H%<'01$6:%
+1%$*-%"'(*-!-02%&$%=%5)6-!$*%56!("!5)1$*%8%
T .)% `carotte”% 5$6<$-% &$% -6)C$6*$6% 1$% 41'"% $<56$!(-$% ;!G$%
,0*/03)0%51)(%&$%,'!(-:B)%"'(!"!-2%;)C'6!*$%1$%&2<'01)>$:%
%
T .$% canalsecondaire! 5$6<$-%
&3)"#$<!($6% 1)% <)-!76$% &$50!*% 1)% ")6'--$% )0%
51)(%&$%,'!(-%,0*/03)0%*$0!1%&3!(,$"-!'(:%B'(%-6)"2%&'!-%;)"!1!-$6%132"'01$<$(-%$-%
>)6)(-!6%0($%&!*-6!40-!'(%#'<'>7($%$-%*0;;!*)(-$:%
+1%&'!-%F-6$%1$%510*%"'06-%5'**!41$%%5'06%1!<!-$6%1$*%5$6-$*%&$%56$**!'(%$-%
&$%-$<526)-06$%$-%&$%<)-!76$:%
%
B$"-!'(%&0%")()1%8%
.$%6$;6'!&!**$<$(-%&)(*%1$*%")()0G%$*-%&!6$"-$<$(-%56'5'6-!'(($1%)0%526!<7-6$%&$%1)%*$"-!'(%&0%")()1:%
T%.)%*$"-!'(%"!6"01)!6$%$*-%1)%>2'<2-6!$%'5-!<)1$%H%56!C!12>!$6%<)!*%2-)(-%5)6-)>2$%$(-6$%1)%5)6-!$%;!G$%$-%1)%5)6-!$%
<'4!1$E%$11$%$*-%"'(-6)!>()(-$%H%0*!($6:%?Privilégier'les'sections'parabolique'et'trapézoïdale@:%
T%.$*%*$"-!'(*%*$<!%"!6"01)!6$%$-%")662%*'(-%H%56'*"6!6$:%
%
.$% seuil! d’injection%2-)41!-% 1)% 6$1)-!'(% $(-6$% 1$% ")()1% &K)1!<$(-)-!'(% $-% 1K$<56$!(-$:% B)% *$"-!'(% &'!-% F-6$%
<!(!<0<% );!(% &$%1)!**$6% 5$0% &$% -6)"$% *06% 1)% 5!7"$:.)%*25)6)-!'(% &$% 1)% 5!7"$% $-% &0% &2"#$-% &3)1!<$(-)-!'(%
?carotte'+canaux@%$*-%)!(*!%;)"!1!-2$:%
%
.)% 62&0"-!'(% !<5'6-)(-$% &$% 1)% *$"-!'(% &3$(-62$% !<5'*$% H% 1)% <)-!76$% 0($% )""2126)-!'(% C!'1$(-$% $-%
0(62"#)0;;$<$(-%"'(*!&26)41$:%J(%1!<!-$6)%1)%1'(>0$06%&0%*$0!1%H%fEg%T%9Eg%<<:%
.)%5'*!-!'(%&0%seuil!!(;10$%*06%1$%6$<51!**)>$%&$%1)%")C!-2:%%
+1%&'!-%8%
)**06$6% 1)% "'(-!(0!-2% &3)1!<$(-)-!'(% &$% 1)% 5!7"$% <'012$%
5$(&)(-% 1)% &062$% &$% *'1!&!;!")-!'(% &$% 1)% <)-!76$% 51)*-!/0$%
&)(*% 13$<56$!(-$:% .)% 56$**!'(% &$% <)!(-!$(% 5$6<$-% "$--$%
)1!<$(-)-!'(:% +1% &'!-% &'("% F-6$% *!-02% H% 56'G!<!-2% &$*% h'($*%
<)**!C$*:%
5$6<$--6$%1$%&2>6)55)>$%&$*%5!7"$*%<'012$*:%
&2-$6<!($6%1$%6$<51!**)>$%"'66$"-%$-%1)%&!6$"-!'(%&$%132"'01$<$(-%&$%1)%<)-!76$%51)*-!/0$%
&)(*%13$<56$!(-$:%
%
%
!
 6
7
8
9
10
11
6
7
8
9
10
11
1
/
11
100%