Chemical Engineering Problem Set: Conversions & Stoichiometry
Telechargé par
kpaulous

Problem 1.1
(i) 1 ft = 0.305 m
(ii) 1 lbm = 0.454 kg
(iii) 1 lbf = 4.45 N
(iv) 1 HP = 746 W
(v) 1 psi = 6.9 kN m-2
(vi) 1 lb ft s-1 = 1.49 N s m-2
(vii) 1 poise = 0.1 N s m-2
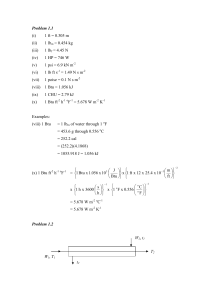
(viii) 1 Btu = 1.056 kJ
(ix) 1 CHU = 2.79 kJ
(x) 1 Btu ft-2 h-1 oF-1 = 5.678 W m-2 K-1
Examples:
(viii) 1 Btu = 1 lbm of water through 1 oF
= 453.6 g through 0.556 oC
= 252.2 cal
= (252.2)(4.1868)
= 1055.918 J = 1.056 kJ
(x) 1 Btu ft-2 h-1 oF-1 = ⎭
⎬
⎫
⎩
⎨
⎧⎟
⎠
⎞
⎜
⎝
⎛
Btu
J
10 x 1.056Btu x 1 3x
2
3ft
m
10x25.4x12xft1
−
−
⎭
⎬
⎫
⎩
⎨
⎧⎟
⎠
⎞
⎜
⎝
⎛
x
1
h
s
3600xh1
−
⎭
⎬
⎫
⎩
⎨
⎧⎟
⎠
⎞
⎜
⎝
⎛x
1
o
o
oF
C
0.556xF1
−
⎭
⎬
⎫
⎩
⎨
⎧
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
= 5.678 W m-2 oC-1
= 5.678 W m-2 K-1
Problem 1.2
W1, T1t2
W2, t1
T2

Variables, M:
1. Duty, heat transferred, Q
2. Exchanger area, A
3. Overall coefficient, U
4. Hot-side flow-rate, W1
5. Cold-side flow-rate, W2
6. Hot-side inlet temperature, T1
7. Hot-side outlet temperature, T2
8. Cold-side inlet temperature, t1
9. Cold-side outlet temperature, t2
Total variables = 9
Design relationships, N:
1. General equation for heat transfer across a surface
Q = UAΔTm (Equation 12.1)
Where ΔTm is the LMTD given by equation (12.4)
2. Hot stream heat capacity
(
)
211 TTCWQ p
−
=
3. Cold stream heat capacity
(
)
122 ttCWQ p
−
=
4. U is a function of the stream flow-rates and temperatures (see Chapter 12)
Total design relationships = 4
So, degrees of freedom = M – N = 9 – 4 = 5
Problem 1.3
Number of components, C = 3
Degrees of freedom for a process stream = C + 2 (see Page 17)
Variables:
Streams 4(C + 2)
Separator pressure 1
Separator temperature 1
Total 4C + 10

Relationships:
Material balances C
v-l-e relationships C
l-l-e relationships C
Equilibrium relationships 6
Total 3C + 6
Degrees of freedom = (4C + 10) – (3C + 6) = C + 4
For C = 3, degrees of freedom = 7
The feed stream conditions are fixed which fixes C + 2 variables and so the design
variables to be decided = 7 – 5 = 2.
Choose temperature and pressure.
Note: temperature and pressure taken as the same for all streams.
Problem 1.4
l
h
l
Volume = l 2 x h = 8 m3
(i) Open Top
Area of plate =
lhl 4
2+
=
22 8x4 −
+lll
Objective function =
12 32 −
+ll
Differentiate and equate to zero:
2
320 −
−= ll
m52.216
3==l i.e. 2
l
h=
(ii) Closed Top
The minimum area will obviusly be given by a cube, l = h

Proof:
Area of plate =
lhl 42 2+
Objective function =
12 322 −
+ll
Differentiate and equate to zero:
2
340 −
−= ll
38=l = 2 m
2
2
8
=h= 2 m
Problems 1.5 and 1.6
Insulation problem, spread-sheet solution
All calculations are peformed per m2 area
Heat loss = (U)(temp. diff.)(sec. in a year)
Savings = (heat saved)(cost of fuel)
Insulation Costs = (thickness)(cost per cu. m)(capital charge)
Thickness U Heat Loss Increment Extra Cost
(mm) (Wm-2C-1) (MJ) Savings (£) Insulation (£)
0 2.00 345.60 20.74
25 0.90 155.52 11.40 0.26
50 0.70 120.96 2.07 0.26
100 0.30 51.84 4.15 0.53 (Optimum)
150 0.25 43.20 0.52 0.53
200 0.20 34.56 0.52 0.53
250 0.15 25.92 0.52 0.53
Data: cost of fuel 0.6p/MJ
av. temp. diff. 10oC
200 heating days per year
cost of insulation £70/m3
capital charges 15% per year

American version:
Thickness U Heat Loss Increment Extra Cost
(mm) (Wm-2C-1) (MJ/yr) Savings ($/m2) Insulation ($/m2)
0 2.00 518.40 45.66
25 0.90 233.28 25.66 0.6
50 0.70 181.44 4.66 0.6
100 0.30 77.76 9.33 1.2 (Optimum)
150 0.25 64.80 1.17 1.2
200 0.20 51.84 1.17 1.2
250 0.15 38.88 1.17 1.2
Data: cost of fuel 0.6 cents/MJ
av. temp. diff. 12oC
250 heating days per year
cost of insulation $120/m3
capital charges 20% per year
Problem 1.7
The optimum shape will be that having the lowest surface to volume ratio.
A sphere would be impractical to live in an so a hemisphere would be used.
The Inuit build their snow igloos in a roughly hemispherical shape.
Another factor that determines the shape of an igloo is the method of construction.
Any cross-section is in the shape of an arch; the optimum shape to use for a material
that is weak in tension but strong in compression.
Problem 1.8
1. THE NEED
Define the objective:
a) purging with inert gas, as requested by the Chief Engineer
b) safety on shut down
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
1
/
97
100%