1
Défauts et Diagnostic
de la Machine Asynchrone Triphasée
Introduction
Ce cours dresse un panorama des défauts des machines asynchrones (MAS) et de leur diagnostic et
détection de défauts, sachant que ces technique peuvent aussi utile pour le reste de machines électriques. La
surveillance de ces machines, pour le diagnostic et la prévision de pannes, a éveillé de nombreux travaux ces
dernières années, à l’origine de son influence colossale sur la continuité opérationnelle de nombreux
processus industriels ou systèmes embarqués.
Un bon diagnostic et une détection avancé de défauts admettent de réduire :
le temps d’arrêt ainsi que le temps de maintenance ;
les conséquences nuisibles et parfois dévastatrices ;
les pertes financières.
Une bonne procédure de détection doit prendre les mesures minimales nécessaires à partir du
processus en question, ainsi que l’extraire un diagnostic donnant une indication claire des modes de
défaillance, par l’analyse des données, dans un temps réduit.
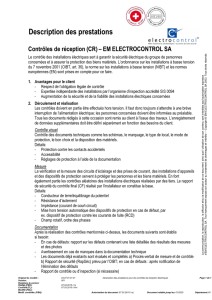
Les machines électriques et les systèmes d’entraînement ou de production de l’énergie électrique
sont soumis à de nombreux types de défauts. Ces derniers peuvent être classés selon leurs causes en deux
grandes familles comme illustrés sur la figure 1.
Défaillances de Machines
Electriques
Interne
Externe
Environnementale
Mécanique
Mécanique
Electrique
Electrique
Figure 1: Classification des défauts selon leurs origines
Défaut de roulements
Contact entre stator et rotor
Excentricité statique, dynamique ou mixte
Mouvement des enroulements et des tôles
Ruptures de barres ou d’anneaux
Défaillances au niveau de l’isolation
Défaillance au niveau du circuit magnétique
Défaut de montage
Surcharge de la machine
Charge oscillante
Source de tension déséquilibrée
Fluctuation de la tension
Réseau bruité
Température
Humidité
Manque de propreté

2
Tous ces défauts produisent un des symptômes ou plus que nous énumérerons comme suit:
Les courants statoriques présentent des harmoniques (inexistants lors d'un fonctionnement normal
sur machine saine) ;
Augmentation des pulsations de couple notamment au démarrage ;
Diminution du couple moyen ;
Augmentation des pertes provoquant une diminution du rendement ;
Echauffement excessif dans les enroulements et la carcasse de la machine.
Principaux défauts de la machine (causes, effets, mesure)
Causes des défauts
Les causes des défauts sont multiples. Elles peuvent être classées en trois groupes:
a. Générateurs de pannes (initiateur de défauts) : - Thermique (surchauffe de moteur) ; -
Electrique (court-circuit, diélectrique, etc.) ; - Mécanique (bourrage, etc.) ; - Environnemental (agression,
etc.) ;
b. Amplificateurs de défauts : - Surcharge fréquente ; - Vibrations mécaniques ; - Environnement
humide ; - Alimentation perturbée (instabilité de la tension ou de la fréquence) ; - Echauffement permanent,
mauvais graissage, vieillissement, etc.
c. Vices de fabrication et erreurs humaines : - Défauts de fabrication ; - Défectuosité des
composants ; - Protections inadaptées ; - Mauvais dimensionnement de la machine.
Pourcentage des différents défauts de la machine asynchrone
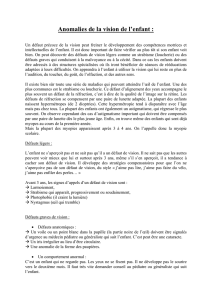
Une étude statistique menée par IEEE révèle que certaines pannes sont plus fréquentes que d’autres ;
à savoir : défauts de roulement, stator, rotor, etc.
La répartition sur la figure 2 montre que les défauts des machines électriques proviennent
principalement des roulements et du bobinage statorique. Du fait des conditions de fabrication des moteurs,
les défauts dans le rotor ne sont pas très fréquents.
En considérant, un grand nombre de machines électriques qui diffère non seulement par le processus
technologique de production, mais aussi par les conditions de fonctionnement.
Défaillances mécaniques
Le pourcentage le plus élevé de défauts de la MAS est les défauts mécaniques. Ces défauts peuvent
être des défauts de roulements, des défauts d’excentricité, etc.
Défauts de roulements
Les défauts des roulements à billes sont de nombreuses causes telles que la contamination du
lubrifiant, une charge excessive ou bien électrique comme la circulation de courants de fuite induits par les
convertisseurs statiques. Ces défauts généralement entraînent plusieurs effets mécaniques dans les machines
tel qu’une augmentation du niveau sonore, l’apparition de vibration et la variation dans le couple de charge
de la MAS.
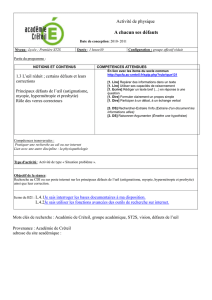
La défaillance du roulement est due à l’usure de ces constituants, une étude menée aussi par IEEE
montre la répartition suivante des défauts de roulement comme illustrée sur la figure 3.
Figure 2: Pourcentage des défauts de la MAS

3
Ces roulements sont généralement constitués de deux bagues, une interne et une autre externe entre
lesquelles roulent des billes. On peut noter deux types d'avaries caractéristiques de la détérioration des
roulements : les avaries dites naturelles dues à la fatigue des roulements et les avaries dues à un mauvais
montage ou une mauvaise utilisation du roulement.
On qualifie les principaux défauts :
Le grippage, dû à l'absence de lubrification, à une vitesse excessive ou un mauvais choix du type de
roulement. Ceci se manifeste par un transfert de matière arrachée sur les surfaces et redéposée par
microsoudure ;
Les empreintes par déformation, dues à des traces de coups, de fissures ou de cassures ;
L'incrustation de particules étrangères, due à un manque de propreté au montage ou de l'entrée
accidentelle d'impuretés ;
La corrosion, due à un mauvais choix du lubrifiant, surtout quand les roulements viennent d'être
nettoyés et sont contaminés par la transpiration des mains ;
La corrosion de contact, due au mauvais choix d'ajustements entre les bagues et les logements ou les
arbres ;
Les criques, fissures étroites ou autres amorces de cassures dues aux contraintes exagérées au
montage ou au démontage ;
L'usure par abrasion, due à une mauvaise lubrification. L'usure par abrasion donne aux roulements
un aspect gris, givré.
Le cas le plus rencontré est un défaut d'écaillage dû à la fatigue des roulements. L'écaillage de
fatigue, est un phénomène normal qui conduit à une défaillance et ce, quel que soit les conditions
d'utilisation et de fonctionnement. Ce défaut survient sous l'effet de la fatigue due aux contraintes de
cisaillement alternées qui frappent en sous-couche. L'écaillage est un processus continu qui s'accélère plus
ou moins après l'apparition des premières fissures.
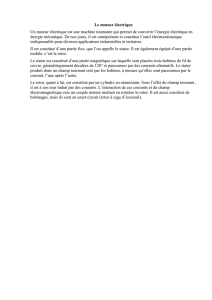
La figure 4 montre un dégât grave provoqué par un défaut de roulement dans un moteur asynchrone
triphasé à cage. On voit bien que le rotor est collé avec le stator provoquant une grande déformation des
circuits magnétiques statorique et rotorique. Un défaut d’excentricité peut aussi engendrer les mêmes effets
présentés dans cette figure.
Fig.3 : Répartition des défauts de roulement par une étude menée par IEEE
Fig.4: Exemples de dégâts au stator et au rotor dus au défaut de roulement
d’un moteur asynchrone

4
Défauts d’excentricités
La machine électrique peut être soumise à un décentrement du rotor, se traduisant par des oscillations
de couple (décalage entre le centre de rotation de l’arbre et le centre du rotor). Ce phénomène est appelé
excentricité son origine peut être liée à un positionnement incorrect des paliers lors de l’assemblage, à un
défaut de roulement, à un défaut de charge ou à un défaut de fabrication.
L’excentricité est la condition de l’entrefer inégal qui existe entre le stator et le rotor. Quand
l’excentricité devient grande, les forces radiales résultantes (connues aussi comme Concentration
Magnétique déséquilibrée) peuvent causer par le stator avec la bande de frottement du rotor, ce qui conduit à
des dommages du stator et du rotor.
La géométrie rotorique montrera des dissymétries qui sont naturelles. On trouve généralement trois
catégories d’excentricités (voir la fig.5):
1) – Excentricité statique : Elle correspond au cas où le centre de rotation de l’arbre rotorique n’est
pas celui du centre géométrique statorique, dont l’origine le plus fréquent est un défaut de centrage des
flasques ;
2) – Excentricité dynamique : Elle a un centre de rotation rotorique différent du centre géométrique
statorique par contre le centre rotorique tourne autour du centre de ce stator, ce défaut peut être causé par
une déformation du cylindre rotorique, une déformation du cylindre statorique ou la détérioration des
roulements à billes;
3) – Excentricité mixte : Elle est la somme des deux cas précédant.
Une analyse vibratoire, une analyse par ultrasons, une analyse fréquentielle des courants statoriques
ou une analyse visuelle de l’arbre de la machine permettent de repérer ces types de défaillance.
Ces types de défaut modifient le comportement magnétique et mécanique de la machine. En effet,
l’augmentation de l’excentricité dans l’entrefer induit une augmentation des forces électromotrices, ces qui
engendrent une dégradation de son isolation. D’autre part, cette augmentation peut avoir comme
conséquences des frottements entre le stator et le rotor (Voir la fig.4).
Défaillances électriques
Elles peuvent être au niveau du stator ou au niveau du rotor et elles ont plusieurs formes et plusieurs
causes.
Défauts statoriques
Les défauts statoriques les plus courants sont la mise en court-circuit d’une ou plusieurs spires de son
bobinage, l’ouverture partielle ou totale d’une phase d’alimentation ou le déséquilibre d’impédances de
phase (variation de résistance ou suppression de spires).
La figure 6 représente deux exemples de dégâts provoqués par le défaut de court-circuit au stator.
Les courts-circuits statoriques commencent généralement par un court-circuit localisé entre plusieurs spires
d’un même enroulement (court-circuit entre spires), suite à la dégradation du matériau isolant recouvrant les
conducteurs. Ce type de phénomène peut de plus dégénérer en courts-circuits généralisés, comme des
courts-circuits entre phases ou entre phase et terre. Ces défauts sont généralement facilement détectables tant
les effets qu’ils engendrent, sur les courants de phase notamment, sont importants.
a)
b)
c)
Fig.5 : Différents défauts d’excentricités : a) – Statique ;
b) dynamique ; c) mixte

5
Défauts rotoriques
Problèmes de barres cassées ou ruptures d’anneaux
Dans les conditions de fonctionnement normales, le moteur produit un champ tournant circulaire
dans l’entrefer soit champ direct ou champ inverse. Par contre, sous conditions d’anomalies il y aura des
dissymétries au rotor, c’est pourquoi le champ résultant sera composé de deux champs direct et inverse.
La figure 7 représente le rotor à cage d’un moteur asynchrone triphasé où il est clair une barre cassée.
Ce défaut doit être détecté rapidement afin de garantir un fonctionnement fiable du moteur et donc de
l’installation globale et d’éviter sa propagation sur les autres barres rotoriques.
Grandeurs mesurables
Pour réaliser le diagnostic de la MAS, quatre
signaux élémentaires peuvent être prélevés de la
figure 8.
Fig.8 : Différents capteurs
Fig.6: Exemples de dégâts dus au défaut de court-circuit statorique
d’un moteur asynchrone
Fig.7: Exemple d’un défaut de cassure de barre d’un moteur asynchrone
 6
6
1
/
6
100%