GPA-210 Éléments de fabrication mécanique
Plan du cours
Dessin industriel: Un rappel
Tolérances dimensionnelles et Ajustements
Tolérances géométriques
Cotation fonctionnelle
États de surfaces
École de technologie supérieure
Génie de la production automatisée
Roland Maranzana GPA-210, Éléments de fabrication mécanique 1
États de surfaces
Cotation au maximum de matière
Procédés d'obtention des pièces brutes
Procédés d'usinage
Isostatisme
Transferts de cotes et d'orientation
Rédaction de gammes d’usinage

Gamme d’usinage
Terminologie
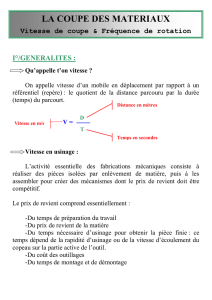
Données générales
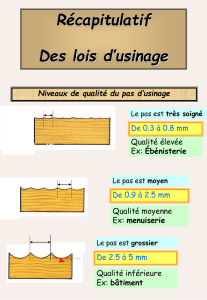
La précision économique
Les outils d’usinage
Le parc des machines-outils
Etudes de la pièce brute
Nécessité d’ébauche et de finition
École de technologie supérieure
Génie de la production automatisée
Roland Maranzana GPA-210, Éléments de fabrication mécanique 2
Nécessité d’ébauche et de finition
Lecture du dessin de définition
La matrice d’antécédence
Le graphique d’enchaînement
Rédaction de la gamme d’usinage

Gamme d’usinage
La gamme d’usinage:
Séquence détaillée des usinages nécessaires à l’obtention du produit fini.
Rédigé par le préparateur du bureau des méthodes.
Les données :
Le dessin de définition de la pièce
Forme de la pièce
Cotation
École de technologie supérieure
Génie de la production automatisée
Roland Maranzana GPA-210, Éléments de fabrication mécanique 3
Cotation
Matériau
Le programme de fabrication
Quantité (continue ou par lots)
Délais
Les moyens disponibles
Parc des machines-outils
Main-d’œuvre qualifiée et disponible
Budget alloué

Gamme d’usinage
Terminologie :
Phase
Poste de travail
Type de machine
Sous-phase
Mise en position
Opérations
École de technologie supérieure
Génie de la production automatisée
Roland Maranzana GPA-210, Éléments de fabrication mécanique 4
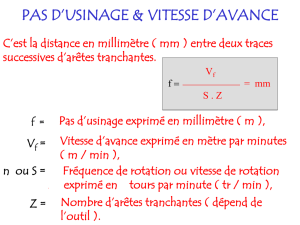
Opérations
Outils
Surfaces
Passes
Vc, Va, e (profondeur de passe)

Gamme d’usinage
Choix du type de machine (1/3) :
La précision économique
Procédé EbaucheDemi-finition
et finition
Fraisage-Tournage 0.4 0.2 Q7
Alésage à l'alésoir 0.2 0.1 Q4
Les intervalles économiques
moyens (mm)
École de technologie supérieure
Génie de la production automatisée
Roland Maranzana GPA-210, Éléments de fabrication mécanique 5
Alésage au grain 0.2 0.2 Q5
Perçage-Rabottage 0.4 0.2 Q8
Rectification 0.1 0.05 Q4
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
1
/
32
100%