LE LEAN MANUFACTURING DANS L`INDUSTRIE DE LA FORGE

Centre technique des industries mécaniques www.cetim.fr
Note de veille
Forge
NV-F-2010-6
LE LEAN MANUFACTURING DANS
L’INDUSTRIE DE LA FORGE
Juillet 2011
Le métier de la Forge, issu d’une longue tradition, peut-il tirer profit des mé-
thodes modernes d’amélioration du fonctionnement des organisations indus-
trielles ? Peut-on appliquer le « Lean Manufacturing » dans les entreprises ou
l’estampage, la forge libre, et autres procédés nécessitant la manipulation de
pièces, parfois à de très hautes températures, sont au cœur du processus
d’élaboration de leurs produits ?
Pour faire la lumière sur cette question, nous allons résumer, dans un premier
temps, ce qu’on entend de façon pratique par « Lean Manufacturing ». Nous
laisserons, ensuite, s’exprimer les représentants de trois entreprises qui ont
accepté de partager leur expérience : Safran Snecma, LiSi Orthopaedics et
Gevelot Extrusion.
RAPPEL DE LA DEFINITION DU
LEAN MANUFACTURING
Généralités
Le Lean Manufacturing : méthode pour les
uns, philosophie pour les autres, est un
moyen permettant de rationaliser
l’organisation d’une unité de production
dans une vision partagée de la notion de
valeur et par une approche globale. Les
deux concepts clés sont donc, d’une part,
celle de valeur et, d’autre part, celle de
globalité.
Le concept de valeur est très complexe et
n’est surtout pas à confondre avec la no-
tion de flux financiers. Cette dernière est
une conséquence ou résultat du premier.
Le chiffre d’affaires et la rentabilité décou-
lent d’une bonne appréciation partagée de
la valeur d’un produit. Elle doit être parta-
gée avec le client (certains disent valeur
perçue par le client), partagée avec le
fournisseur ou partenaire (dans une appro-
che de travail collaboratif) et partagée en
interne, avec ceux qui apportent réellement
la valeur aux produits : les hommes et les
femmes en action avec leurs outils.
Le concept de globalité est plus facile à
appréhender : chaque action locale doit
amener une amélioration globale, sinon on
n’a rien changé (sauf, peut-être, avoir per-
du du temps et de l’argent).
Dans cette approche du Lean Manufactu-
ring, les procédés de forge ont peut-être
des spécificités qui influent sur les résultats
possibles et espérés par rapport à d’autres
procédés (usinage, par exemple) ou ils ne
sont que des procédés comme les autres
et doivent être considérés comme tels. Les
témoignages d’industriels de la Forge nous
éclaireront sur cette question.
Un peu d’histoire
La désignation « Lean Manufacturing » ou
plutôt « Lean Production » a été inventé
par des chercheurs du MIT1dans les an-
nées 1985 lors d’une étude commandée
par les constructeurs automobiles améri-
cains qui voulaient comprendre la réussite
des méthodes de productivité japonaises.
Cette appellation a été créée pour désigner
le TPS (Toyota Production System), mé-
thodologie de management développé au
1Massachusetts Institute of Technology, centre de
recherche et université américaine, Cambridge.

Page 2/10
Japon dans les années 50 pour surmonter
les contraintes du marché japonais d’après
guerre (forte demande de tous produits
avec délais réduits, pénurie de matières
premières, etc…)
Le TPS repose sur les axes principaux
suivants :
•La réduction de la non qualité
clients et interne,
•L’amélioration du niveau de ser-
vice et du taux de service,
•L’amélioration de la productivité
machine et main d’œuvre directe
et indirecte,
•La réduction des stocks et des dé-
lais de processus,
•La réduction des surfaces.
Aujourd’hui, TOYOTA travaille avec quatre
heures de stocks de pièces d’avance.
La philosophie TPS
Le but est d’éliminer tous les gaspillages
dans les processus opérationnels. Les
gaspillages, ou Muda en japonais, sont de
8 sortes :
•La surproduction, qui induit des
transports et des coûts de stoc-
kage inutiles,
•L’attente (opérateur pendant un
cycle de fabrication, machine im-
mobilisée, goulets d’étranglement),
•Les transports et manutentions,
•Les activités de transformation inu-
tiles ou mal faites,
•Les stocks excédentaires (coûts,
risque d’obsolescence),
•Les gestes inutiles,
•Les défauts (retouches, rebuts),
•La créativité inexploitée (non parti-
cipation des opérateurs aux ac-
tions d’amélioration).
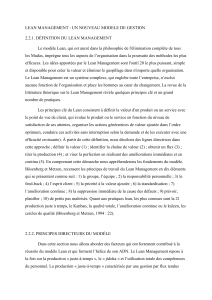
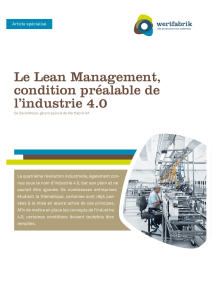
Le Toyota Production System (tiré de : LE MODELE TOYOTA, 14 Principes qui feront la réussite de
votre entreprise, Village Mondial, 2006, Jeffrey LIKER)
La philosophie TPS peut se résumer en 14
principes :
1) Prendre ses décisions sur le long
terme, parfois au détriment
d’objectifs financiers à court terme,
2) Organiser les processus en flux
pièces pour mettre à jour les pro-
blèmes,
3) Gérer en flux tirés pour éviter la
surproduction,
4) Lisser la charge de production,
5) Créer une culture de résolution
immédiate de problèmes pour faire
bien du premier coup,
6) Standardiser les tâches par amé-
lioration continue et l’implication
des employés,
7) Utiliser le contrôle visuel pour met-
tre en évidence tous les problè-
mes,
8) Utiliser des technologies fiables et
éprouvées en production,

Page 3/10
9) Former des responsables qui
connaissent parfaitement le travail,
vivent la philosophie et
l’enseignent aux autres,
10) Former les individus et les équipes
pour mettre en valeur le travail in-
dividuel et le travail d’équipe, afin
d’atteindre l’excellence individuelle
et collective,
11) Respecter le réseau des partenai-
res et fournisseurs en les encou-
rageant et les aidant à progresser,
12) Aller sur le terrain pour bien com-
prendre la situation,
13) Décider en prenant le temps né-
cessaire, par consensus,
d’examiner tous les détails d’une
situation et appliquer rapidement
les décisions,
14) Devenir une entreprise apprenante
grâce à la réflexion systématique
et à l’amélioration continue.
A partir de ses principes, le Lean Manufac-
turing s’est développé autour d’une appro-
che centrée sur la valeur, en la visualisant
graphiquement (VSM2), accompagnée
d’une boîte à outils d’amélioration de
l’organisation (5S3, SMED4, Standards sur
les meilleures pratiques, KAISEN5, etc…)
La méthodologie Lean Manufacturing
A partir d’une famille de produits, on établit
une cartographie qui doit refléter fidèle-
ment les flux de matières et les flux
d’informations du partenaire fournisseur,
ou partenaire sous-traitant, jusqu’au client
final. Une cartographie cible future, plus
performante, peut alors se construire parti-
cipativement. Il en découle un plan
d’actions prioritaires qui se met en place
de façon participative et dans une logique
d’amélioration continue.
2Value Stream Map, cartographie des flux de la
valeur.
3Méthodes d’amélioration basée sur le rangement et
la propreté.
4Méthodes de réduction des temps de changement
de production.
5Amélioration continue vers un but identifié.
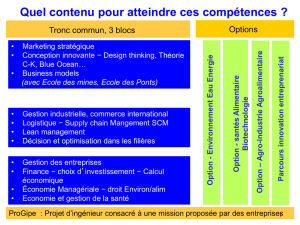
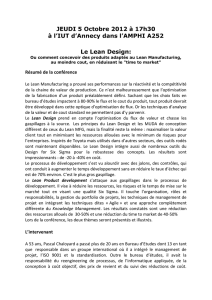
Exemple de cartographie de flux de valeur pour une famille de produits (VSM)
A partir de cette carte, on identifie les étapes inutiles, on simplifie avant d’améliorer, on stabi-
lise le processus par des standards, on élimine les sources de variabilités, on lisse la charge
et on élimine les encours ou on les réduit fortement. Chaque transformation sur le produit (va-
leur) est visualisée par un tableau d’indicateurs pertinents qui rend compte des caractéristi-
ques de cette transformation.

Page 4/10
Les indicateurs
Les indicateurs principaux sont :
•Le temps unitaire réel (Tu),
•Le temps de changement de série,
•Les écarts de cadence (Tp),
•La disponibilité de la ressource
(DO),
•Le pourcentage de rebuts (y com-
pris les produits à retoucher),
•Le nombre d’opérateurs,
•Le temps total travaillé (TTr),
•La taille des lots de production,
•La taille des containers et embal-
lage,
•Les encours devant la ressource,
•Le temps d’attente entre deux res-
sources,
•Etc…
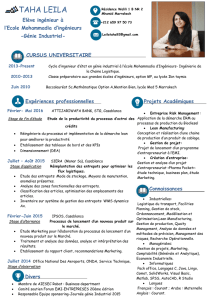
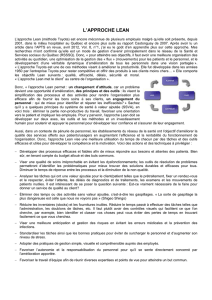
Il est préférable d’utiliser ceux qui définissent le TRS (Taux de Rendement Synthétique) décrit
par la norme NF E 60-182, Mai 2002.
Le TRS (Norme NF E 60-182, Mai 2002) permet de caractériser parfaitement
un poste de transformation.
Les informations essentielles résultan-
tes :
De cette analyse, on en retire deux infor-
mations essentielles :
•Le temps réel utile à la production
de valeur,
•Le cycle complet de production (du
fournisseur au client).
On peut donc calculer l’efficience de l‘outil
de production en divisant le temps total
créant de la valeur (somme des temps de
transformation) par le temps du cycle com-
plet. Le résultat, appelé encore Tension de
Flux est inférieur à 1 mais doit s’en rappro-
cher par la mise en place du Lean.
On peut aussi comparer le temps de cycle
complet avec le Takt Time (cadence de-
mandée par le client sur liste à servir sous
commande ouverte, par exemple).
L’objectif étant de produire uniquement et
strictement suivant cet indicateur client.
Les actions :
Chaque action Lean ou réponse à un pro-
blème doit se faire en groupe de travail
représentant la pluralité des fonctions de
l’entreprise. Le consensus ne s’obtient pas
en essayant de satisfaire tout le monde,
mais en montrant que toutes les opinions
ont été écoutées objectivement.
Toyota a pris le parti d’utiliser un rapport
de format A3 pour résumer l’essentiel à
connaître sur une action donnée. Ce rap-
port donne les informations suivantes :
•Situation actuelle,
•Proposition,
•Analyse des indicateurs,
•Plan,
•Mise en œuvre,
•Contrôles,
•Calendrier.

Page 5/10
Décliner ce document de façon visuelle, en
utilisant des photos, et des représentations
graphiques, fait partie de la volonté de
mettre en place un management visuel de
l’information.
POURQUOI APPLIQUER LE
LEAN MANUFACTURING EN
FORGE ?
La forge est en amont dans le processus
d’obtention des pièces. Que ce métier soit
le seul de l’entreprise (fournisseurs de
bruts) ou intégré dans un processus plus
global (pièces ou produits finis livrés), il
n’en est pas moins soumis aux lois du
marché mondial actuel qui impose de plus
en plus de flexibilité, une qualité irrépro-
chable, des coûts maîtrisés (pour assurer
la pérennité de l’entreprise confrontée à
des prix de marchés toujours plus bas),
dans une vision de développement durable
(efficacité énergétique, économies de ma-
tières, recyclabilité, etc…).
Le Lean Manufacturing est une solution qui
répond à l’ensemble de la problématique
d’amélioration du fonctionnement d’une
organisation industrielle et aux nouvelles
exigences environnementales, forge y
compris.
Sans oublier les obligations intrinsèques
aux Supply Chains, dont les têtes de filiè-
res (grands donneurs d’ordres aéronauti-
ques, ferroviaires, automobiles et autres)
imposent que les entreprises composantes
de la chaîne d’approvisionnement soient
de plus en plus réactives et respectent le
Takt time (indexé sur leur propre cycle de
production en flux tiré)
EXISTE-T-IL DES SPECIFICITES
LIMITATIVES A LA MISE EN
OEUVRE DU LEAN EN FORGE ?
Deux aspects doivent être analysés :
•Est-ce que le Lean Manufacturing
porte en son sein des limites
d’applications intrinsèques à la
méthode et aux principes de base
(issues du Toyota Production Sys-
tem) ?
•Est-ce que le métier de la Forge a
des spécificités qui empêchent de
mettre en œuvre efficacement le
Lean Manufacturing ?
Le Lean Manufacturing a-t-il des limites
d’applications ?
La description résumée de la méthodolo-
gie/philosophie Lean proposée en premier
chapitre ne fait aucune distinction de pro-
cédés ou de typologies de production pour
sa mise en œuvre.
Le Lean fait ouvrir les yeux et découvrir le
réel, quel que soit l’entreprise.
La réalisation de la cartographie des flux
de valeur s’applique à n’importe quelle
entreprise manufacturière et même de
services (Lean Office).
Le Lean est un guide et chaque application
est différente. Il n’y a pas deux entreprises
identiques, que ce soit par l’outil de pro-
duction ou par les relations interpersonnel-
les et le profil de compétences des hom-
mes et des femmes qui les constituent.
Dès lors, la comparaison entre deux entre-
prises, centrées sur la forge par exemple,
n’a aucun sens.
L’intérêt du Lean est de s’améliorer, ou
plutôt d’apprendre à s’améliorer.
Certains auront des résultats énormes,
empêtrés qu’ils étaient dans leurs habitu-
des de travail d’un monde dépassé.
D’autres auront des résultats plus limités.
Qu’importe ! Des gains seront apparus et
la dynamique du progrès sera amorcée,
pour la plus grande satisfaction du client
qui les fait vivre.
La forge a-t-elle des spécificités
contraignantes pour la mise en œuvre
du Lean Manufacturing ?
Le monde de la forge est complexe. Il est
constitué d’un ensemble de procédés diffé-
rents (forge à chaud, frappe à froid, forge
libre, estampage des aciers, matriçage des
non-ferreux, etc….) transformant géomé-
triquement et métallurgiquement des ma-
tières diverses (aciers et alliages légers)
pour obtenir des produits dont la masse
peut varier de quelques centaines gram-
mes à plusieurs tonnes.
On peut s’attendre à des contraintes limita-
tives assez fortes de l’amélioration des
processus d’obtention de produits.
Quelques exemples possibles :
•Le travail à chaud (manipulation de
pièces à haute température, pro-
cédés dangereux ou, pour le
moins, imposant des conditions de
travail humain difficiles,
 6
7
8
9
10
6
7
8
9
10
1
/
10
100%