Mode d'emploi Scie Circulaire WA 80 - Guide Technique

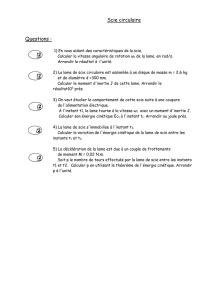
Mode d'emploi
WA 80
FR
F0080.0009
Version 1.6/2006

1
Préface du mode d'emploi ..................................................................................................3
1. Données techniques ........................................................................................................4
1.1 Identification de la machine .........................................................................................4
1.3 Accessoires ...................................................................................................................6
1.4 Paramètres de bruit .......................................................................................................7
1.5 Évaluation de l'émission de poussières ........................................................................7
1.6 Utilisation conforme .....................................................................................................7
Postes de travail sur la machine .........................................................................................8
2. Sécurité ...........................................................................................................................9
2.1 Légende des symboles et consignes .............................................................................9
2.2 Consignes de sécurité au travail ...................................................................................9
2.3 Dispositifs de sécurité ..................................................................................................11
2.3.1 Capot de protection ...................................................................................................12
Remplacement du capot de protection ...............................................................................12
2.3.2 Travail sans le capot de protection ............................................................................13
2.3.3 Réglage latéral du capot de protection par rapport à la lame de scie ........................13
2.3.4 Réglage du couteau diviseur .....................................................................................14
2.3.5 Rallonge de table .......................................................................................................14
2.3.6 Sabot de serrage ........................................................................................................14
2.3.7 Poussoir .....................................................................................................................15
2.3.8 Poignée de poussée ....................................................................................................15
2.4 Risques résiduels ..........................................................................................................15
2.5 Manipulation sûre de la scie circulaire à format ..........................................................16
2.5.1 Coulisseau transversal/butée angulaire .....................................................................16
2.5.2 Butée parallèle ...........................................................................................................18
2.5.3 – Applications – ........................................................................................................19
3. Transport ........................................................................................................................23
3.1 Emballage .....................................................................................................................23
3.2 Degré de démontage .....................................................................................................23
3.3 Sensibilité .....................................................................................................................23
3.4 Stockage provisoire ......................................................................................................23
4. Montage ..........................................................................................................................24
4.1 Installation de la scie circulaire à format .....................................................................24
4.2 Montage du chariot à doubles rouleaux .......................................................................24
4.3 Montage de la rallonge de table ...................................................................................25
4.4 Montage du capot de protection ...................................................................................25
4.4.1 Montage du bras inférieur .........................................................................................25
4.4.2 Montage du bras supérieur ........................................................................................25
4.5 Raccordement électrique ..............................................................................................26
4.6 Raccordement de l’aspiration .......................................................................................28
4.7 Butée parallèle ..............................................................................................................28
Montage de la rallonge de table .........................................................................................28
Montage de la butée parallèle .............................................................................................28
5. Réglage de la machine ....................................................................................................29
Roulements à billes inférieurs du chariot à doubles rouleaux ............................................29
Dessus de table ...................................................................................................................29
Réglage du découpage non guidé .......................................................................................29
Coupe oblique ....................................................................................................................30
Position de la lame de scie à 0° ..........................................................................................30
6. Commande de la machine ..............................................................................................31

2
6.1 Réglage de la lame de scie principale ..........................................................................31
6.2 Remplacement de la lame de scie principale ...............................................................31
6.3 Recommandation concernant la lame de scie ..............................................................32
6.4 Réglage de la vitesse de rotation de la lame de scie principale ....................................34
6.5 Verrouillage du chariot .................................................................................................34
6.6 Interrupteur principal ....................................................................................................35
6.7 Mise sous/hors tension des entraînements ...................................................................35
6.8 Contacteur de moteur ...................................................................................................36
6.9 Scies de l’inciseur (en option) ......................................................................................36
6.9.2 Remplacement de la lame de scie .............................................................................37
6.9.3 Réglage de la largeur de la lame d'inciseur ...............................................................37
6.9.3.1 Lame standard ........................................................................................................37
6.9.3.2 Lame d’inciseur avec réglage progressif de la largeur de coupe ...........................37
6.10 Guide parallèle avec DIGIT X....................................................................................39
7. Maintenance ...................................................................................................................41
7.1 Élimination des pannes .................................................................................................41
8. Nettoyage .......................................................................................................................44
8.1 Lubrification .................................................................................................................44
8.1.1 Arbres de sciage ........................................................................................................44
8.1.2 Segments pivotants ....................................................................................................44
8.2 Frein .............................................................................................................................44
9. Service à la clientèle - Pièces détachées .........................................................................45

Préface du mode d'emploi
3
Préface du mode d'emploi
Sous réserve de modifications techniques
Il est possible que le modèle de scie circulaire à format qui vous a été livré soit différent, suite
à des modifications opérées par le fabricant, de la scie circulaire à format décrite dans le pré-
sent mode d’emploi. Ce mode d’emploi ne doit donc pas être considéré comme une description
fidèle des modèles correspondants.
L'enlèvement des dispositifs de sécurité, notamment des capots de protection du
couvercle de lame de scie et des couteaux diviseurs, peut mettre en danger l'utili-
sateur et provoquer des accidents !
Pour travailler en toute sécurité ; il est indispensable d’utiliser une machine propre dans un en-
vironnement propre !
• Ces informations sont destinées à être lues, comprises et respectées par les utilisateurs de
la scie circulaire à format ALTENDORF qui en sont également responsables.
• Lisez attentivement le présent mode d'emploi avant la mise en service, car nous déclinons
toute responsabilité en cas de dommages et de défaillances résultant d'un non-respect du
mode d'emploi !
Qualification du personnel
Avant de travailler pour la première fois avec la scie circulaire à format, veuillez respecter les
points suivants :
Le personnel qui utilise la scie circulaire à format doit disposer des instructions indispensables
et des qualifications suffisantes.
Remarques
Ce mode d’emploi contient des consignes importantes grâce auxquelles vous utiliserez la ma-
chine de manière appropriée, sûre et économique. Le respect de ces consignes permet d’écar-
ter les risques éventuels, de réduire les frais de réparation et les temps d’arrêt et d’augmenter
la fiabilité et la durée de vie de la machine.
Prescription sur la prévention des accidents
Outre ce mode d'emploi, il est également indispensable de respecter les consignes locales en
vigueur en matière de prévention des accidents et de respect de l’environnement.
Ce mode d’emploi doit être toujours disponible sur le site d’exploitation de la machine; il doit
être lu et utilisé par toutes les personnes chargées d’effectuer des travaux avec ou sur la ma-
chine, par exemple :
• Utilisation, y compris les préparatifs, le dépannage pendant le déroulement du travail, l’éli-
mination des déchets de production, l’entretien, l'élimination des lubrifiants et consomma-
bles
• Maintenance (entretien, inspection, réparation)
• Transport.
Remarques importantes
Attention : Lors des travaux d’incision réalisés en usine, il peut subsister des copeaux et des
poussières dans la machine malgré le nettoyage.
Droit d'auteur
Toute reproduction, même partielle, n'est autorisée qu'avec notre accord !

1. Données techniques
4
1. Données techniques
1.1 Identification de la machine
La plaque signalétique fixée sur le bâti de la machine permet d’identi-
fier la machine et reprend d’autres codes d’identification importants.
Signification des spécifications indiquées:
Type : Code de désignation de la machine
Numéro : Numéro d’identification spécifique de
la machine
Année de construction : Année de fabrication
Ø min. de la lame de scie : Diamètre minimum autorisé de la
lame de scie
Ø max. de la lame de scie : Diamètre maximum autorisé de la
lame de scie
Logement du couteau diviseur :
Diamètre des boulons de guidage pour
le couteau diviseur dans le support du
couteau diviseur
Fig. 1-1 Plaque signalétique
Marque de contrôle
La machine est munie des marques de contrôle suivantes qui attestent de sa conformité avec
les exigences fondamentales de sécurité et de santé figurant à l'annexe I de la directive 93/44/
CEE modifiant la directive 89/392/CEE (directive Machines) : marque CE, marque GS et mar-
que "Test poussière".
1.2 Données de la machine
Fabricant : Wilhelm Altendorf GmbH&Co. KG
Wettiner Allee 43-45
D-32429 Minden
Tél. (+49)57195500
Fax. (+49)5719550111
Machine : Scie circulaire à format ALTENDORF
Type WA80
Tableau 1 : Diamètres des lames de scie utilisables et hauteurs de coupe
correspondantes
Diamètre lame de scie [mm] 250 300 315 350 400
Hauteur de coupe verticale [mm] 0-55 0-80 0-87 0-105 0-130
Hauteur de coupe à 45° [mm] 0-38 0-56 0-60 0-73 0-91
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
1
/
46
100%