galvanometre x - Renaud Lasers

Soudage Pulsé Nd : YAG laser
et /ou Marquage CW pompé par diodes
✔Déviation du faisceau laser pulsé et CW par miroirs galvanométriques
✔Soudage laser transporté par fibre optique
✔Marquage par tir direct
✔Repérage des pièces à souder et /ou marquer
avec un logiciel de reconnaissance de forme
✔Logiciel de création de fichiers «dessin»
✔Intégration d’un bâti (classe 1) ou système OEM
RENAUD LASERS
7 rue de la forêt
BP 502 - St-Pierre-Lès-Nemours
77794 NEMOURS CEDEX
Tél. : 01 64 45 53 10 - Fax : 01 64 45 53 14

Une machine innovante pour le soudage et /ou le marquage
Afin de permettre d’exploiter tous les avantages offerts par la technologie laser, il est nécessaire
d’intégrer des systèmes d’assemblages et de positionnements contraignants.
Pyxis permet d’éliminer cette contrainte grâce à son système de reconnaissance de forme.
Pyxis par son concept apporte de manière déterminante :
-un gain de productivité significatif K=10,
-un outillage, posage succinct,
-une précision de positionnement absolu ou relatif 10µm,
-pas de risque d’endommager les pièces délicates lors du chargement / déchargement,
-un traitement de la pièce unitaire à la grande série,
-assure la soudure et le marquage (pas de reprise),
-accepte des lots de pièces quasiment en vrac.
Pour améliorer votre productivité
Pyxis reconnaît les pièces grâce à sa tête galvanométrique équipée de caméras assistées
par un logiciel de reconnaissance de forme.
Pyxis est alors capable de souder et /ou de marquer laser sur des pièces quasiment en vrac !
Exemple sur un lot de 10 trombones :
-Temps de chargement 1 seconde,
-Temps d’acquisition de l’ensemble des
-pièces (grand champ) 0.121 seconde,
-Temps d’acquisition petit champ
-(précision 10µm) 1.7 seconde,
-Temps de marquage de 6 caractères,
-en haute définition, 0.4 mm de hauteur,
-3 secondes,
-Temps de déchargement 1 seconde.
-Soit 0.7 seconde par trombone!!
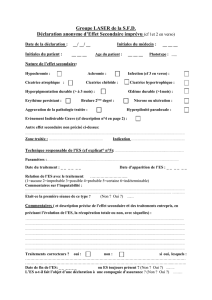
MARQUAGE
MARQUAGE ET SOUDAGE
SOUDAGE
MARQUAGE
Connecteur électrique : optimisation de la hauteur
des caractères en fonction de l’aire disponible de marquage.
Temps par pièce partant d’un positionnement en vrac : 0,5 seconde.
0,5
1,2

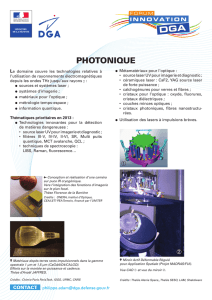
Une solution pour s’affranchir du positionnement
des pièces à souder et /ou à marquer
Trajet optique laser CW (MARQUAGE)
-Source laser Nd : YVO4polarisée
-CW Q-Switchée pompée par diodes
-Cube séparateur
-Galvanomètre X
-Galvanomètre Y
-Lentille de focalisation f()
-Aire d’usinage
Trajet optique laser pulsé (SOUDAGE)
-Fibre optique*
-Miroir de renvoi à 45°
-Lentille de collimation
-Diaphragme
-Miroir mobile
-Galvanomètre X
-Galvanomètre Y
-Lentille de focalisation f()
-Aire d’usinage
*Diamètre de spot possible
-de 1.5 mm à 50 µm
Trajet optique vision
Pyxis - Mode opératoire
Quelques manipulations suffiront pour marquer et /ou souder vos pièces à l’emplacement souhaité.
Pyxis a été conçue pour simplifier votre travail et améliorer votre productivité.
-Chargement des pièces quasiment en vrac,
-Apprentissage dans le grand champ avec la caméra C1 par sélection d’une pièce modèle à traiter,
-Apprentissage dans le petit champ avec la caméra C2 par sélection d’une zone à partir du modèle,
Au préalable nous avons défini sous windows un fichier «dessin» (caractères alphanumériques, logo,
code barre…) et /ou un fichier soudage,
-Départ du cycle de production de marquage et /ou de soudage,
-Déchargement des pièces.
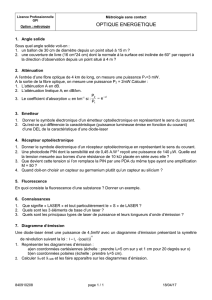
Shémas de principe
Tête galvanométrique brevetée.
Fibre
CW
Le faisceau lumineux issu de l’aire d’usinage traverse la
lentille de focalisation f() et le galvanomètre Y puis
vient sur la caméra C1.
C’est la visualisation «Grand champ» de l’ensemble des
pièces à souder et /ou marquer.
Le faisceau lumineux issu de l’ai-
re d’usinage traverse la lentille de
focalisation f(), il est renvoyé
par les galvanomètres X, Y et par
le cube séparateur puis vient sur
la caméra C2.
C’est la visualisation «Petit
champ» des zones à traiter.

Source laser CW (MARQUAGE)
Laser type Continu Q-Switché Nd : YVO
4
Pompé par diodes laser
Longueur d’onde 1064 nm (532 nm sur demande)
Fréquence d’impulsion Jusqu’à 100 kHz
Diamètre du spot laser Environ 10 à 15 µm suivant l’application
Largeur du trait laser Suivant l’application
Alimentation électrique 240V AC / 50 Hz-60 Hz / 32A
Poids de la source laser 15 kg
Dimensions source laser L = 500 / l = 290 / H = 100 mm
Poids de l’alimentation 80 kg
Dimensions alimentation L = 550 / P = 780 / H = 1040 mm
Refroidissement eau Circuit fermé, sans consommation
Tête galvanométrique
Dimensions du champ d’usinage de Soudage et/ou Marquage 80x80 mm2
(autre sur demande).
1755
855
780 1100
Ouverture porte
Source laser pulsé disponible en Standard (SOUDURE)
Lasers LASAG - Autre série (KLS et FLS) sur demande
SLS 200 C16 SLS 200 C32 SLS 200 C60
Laser type Pulsé Nd : YAG-solid-state laser
Longueur d’onde 1064 nm 1064 nm 1064 nm
Longueur du pulse 0.1 – 20 ms 0.1 – 20 ms 0.1 – 20 ms
Fréquence de tir laser 0.1 – 100 Hz 0.1 – 500 Hz 0.1 – 500 Hz
Energie max. du pulse 6 – 45 J 6 – 45 J 20 – 50 J
Puissance max. à 3 ms 1.0 – 5.0 kW 1.0 – 5.0 kW 2.0 – 5.5 kW
Puissance moyenne max. 10 – 40 W 10 – 110 W 70 – 220 W
Fibre optique
Diamètre de fibre 100 / 200 / 400 / 600 µm
Longueur de fibre, standard 3, 5 et 10 m
Puissance électrique source SLS
Configuration 3 phases + Terre, ± 10 %
Alimentation 3x200V 208V 230V 380V 400V 480V
Consommation 3 … 9 kVA, selon utilisation
Fréquence 50 Hz ou 60 Hz
Connexion eau de refroidissement
Caractéristiques entrée eau max. n/a 20°C/ 8 bar 20°C/ 8 bar
Pression sortie eau max. n/a 4 bar 4 bar
Puissance max. de refroidissement n/a 4.5 kW 8.5 kW
Poids 180 kg 210 kg 230 kg
Dimensions H = 850 / L = 1000 / l = 450 mm
Sous réserve de mofifications techniques.
1
/
4
100%