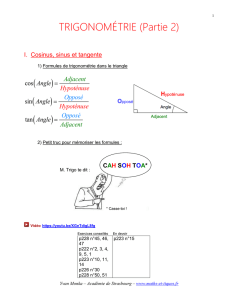
Évolution des technologies des composants

CCT Rex COTS Myriade 8 janvier 2008 1
Évolution des technologies des
composants commerciaux
Philippe Perdu DCT/AQ/LE

CCT Rex COTS Myriade 8 janvier 2008 2
Objectifs de la présentation
¾Composants commerciaux pour applications
professionnelles: Etat des lieux
¾Domaines concernés limités
oNanotechnologie, (V) DSM (90, 65, 45 nm)
oVLSI numériques
• haute performance
• Basse consommation
oNe représente qu’une (petite) partie des composants commerciaux
¾Situer le contexte des VLSI pour applications industrielles,
médicales, militaires et spatiales …
oIndiquer les tendances technologiques pour les années à venir
(horizon 2010 et au delà)
oPrésenter les aspects économiques liés à ces tendances
technologiques et aux marchés
oIdentifier les conséquences principales et les défis importants pour
les petits volumes et fortes contraintes

CCT Rex COTS Myriade 8 janvier 2008 3
Contexte de la nanoélectronique
¾Petit rappel de la loi de Moore
oLe facteur d’homothétie S appliquée à la réduction des dimensions
spatiales d’une nouvelle technologie par rapport à la précédente est
constant et égal à 0.7.
oLe nombre de transistors par unité de surface (la densité
d’intégration) double donc à chaque génération.
oC’est une règle empirique qui sert néanmoins d’indicateur à
l’industrie du semiconducteur
oLe changement de technologie se fait tous les 2 ans environ (3 ans au
départ)
¾Des questions fondamentales se posent
oJusqu’à quel moment cette loi sera-t-elle applicable?
• évolutions technologiques
• Éléments économiques
oQuels sont les produits / applications concernés

CCT Rex COTS Myriade 8 janvier 2008 4
Loi de Moore (1)

CCT Rex COTS Myriade 8 janvier 2008 5
Loi de Moore (2)
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
1
/
50
100%
![Logo Myriade - Centre de réadaptation [ La Myriade ]](http://s1.studylibfr.com/store/data/000239065_1-aece08eeda3a23cd4cbfba00319bf79e-300x300.png)