Title

MATERIAUX 2010 – 18-22 octobre 2010 – Nantes, France
Modélisation thermo-hydraulique d’un four de vitrification « In Can Melting »
Etienne Collomb
1
, Armand Bonnetier
2
, Philippe Gruber
3
, Yves Du Terrail
4
1
CEA Marcoule, DEN/DTCD/SCDV/LDPV, BP 17171 - 30207 Bagnols-sur-Cèze Cedex France,
etienne.collom[email protected]
2
CEA Marcoule, DEN/DTCD/SCDV/LDPV, BP 17171 - 30207 Bagnols-sur-Cèze Cedex France,
armand.bonnetier@cea.fr
3
CEA Marcoule, DEN/DTCD/SCDV/LDPV, BP 17171 - 30207 Bagnols-sur-Cèze Cedex France,
4
SIMaP/EPM ENSEEG, BP 75 38402 Saint Martin d’Hères Cedex France,
yves.duterrail@simap.grenoble-inp.fr
RESUME:
Le procédé de vitrification « In Can Melting » en alimentation liquide est particulièrement adapté pour le
traitement de déchets spécifiques en faible quantité et à petit débit. L'alimentation du mélange fritte-solution
est réalisée dans un pot de fusion métallique non agité à usage unique chauffé à environ 1100 °C par
résistances électriques. Le verre de confinement est ensuite solidifié directement dans le pot. Les échanges
thermiques (conduction, convection et rayonnement) et le mouvement du verre sont simulés en trois
dimensions afin d'apprécier au mieux l'homogénéité thermique du système et donc du matériau lors des
différentes phases de fonctionnement du four (alimentation ou veille). A l’échelle technologique,
l’homogénéité du verre est vérifiée par des analyses chimiques et des observations microscopiques de
prélèvements effectués à différents endroits dans le pot de fusion. Au niveau de la simulation, l’homogénéité
du matériau est appréciée par l’étude du champ des vecteurs vitesse et du gradient de température.
MOTS-CLES : Modélisation, fusion, vitrification, homogénéité, thermo-hydraulique
I INTRODUCTION
Dans le cadre de la vitrification des déchets nucléaires spécifiques en faible quantité et à petit débit, le CEA
Marcoule développe un procédé de vitrification directe « In Can Melting ». L’unité de vitrification est
constituée d’un pot de fusion chauffé à environ 1100 °C par un four cloche équipé de résistances électriques
et directement alimenté en solution et en fritte de verre. Le verre de confinement est ensuite solidifié dans le
pot, sans coulée contrairement aux procédés classiques de vitrification des déchets nucléaires.
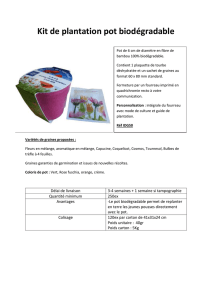
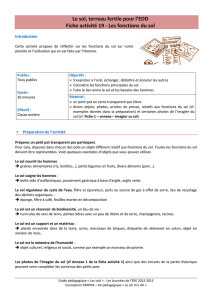
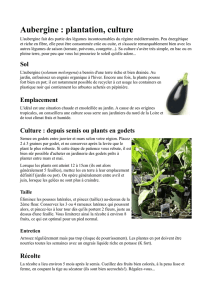
Les schémas de l’installation du procédé et du four sont présentés en figure 1 et 2.
figure 1 : Schéma de procédé de vitrification « In Can Melting » en vitrification directe, plateforme
DIVA, CEA Marcoule

MATERIAUX 2010 – 18-22 octobre 2010 – Nantes, France
figure 2 : Schéma du four de vitrification
L’objectif de cet article est de mettre en place une modélisation thermohydraulique 3D du four de fusion
basée sur le logiciel Fluent. Cette modélisation se limite à la modélisation du pot de fusion.
II LES PHENOMENES THERMIQUES
A l’intérieur du bain de verre, les phénomènes thermiques sont régis par l’équation de la chaleur :
)(PT) .(-λT . Vcρ
t
T
cρpp 1
).K(W.mverreduthermiquetéconductiviλ:
) (W.mverreledansproduitepuissanceP:
)(m.s du verre : vitesseV
).K(J.kgverreduecalorifiqucapacité:c
)(kg.mverreduvolumiquemasseρ:avec:
-
p
11
3
1
11
3
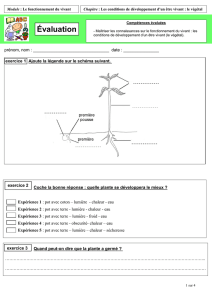
A la surface du bain de verre, les échanges de chaleur ont deux origines :
- La convection entre l’interface et l’air dans le pot
- Le rayonnement entre l’interface et les parois intérieures du pot dont le flux est donné par la loi
de Stefan-Boltzmann :
)T(TFSσΦ surflatparoisurflatparoilatparoi
ray latparoi 44
(K)l'airdeetempératur:T
(K)potduparoisdesetempératur:T
libresurfacelaetparoislesentreformedefacteur:F
)(ml'airaveccontactenpotduparoisdessurface:S
.KW.m,BolzmannStefandecsteσavec
air
latparoi
surflatparoi
latparoi
2
428
10675

MATERIAUX 2010 – 18-22 octobre 2010 – Nantes, France
La chauffe des résistances est modélisée par une condition limite de convection sur les parois latérales du
pot.
)T(TShΦextparoiextparoi
conv latparoi
(K)cesrésisdesetempératur:T
(K)potdusextérieureparoisdesetempératur:T
)(mpotdusextérieureparoisdesd'échangesurface:S
hauteurladedépendante(UDF)fonctionunepardéfini),.K(W.mconvectiondent:coefficiehavec
paroi
extparoi
tan
2
12
La digestion de l’alimentation est modélisée par une source interne de puissance négative en surface du
bain de verre.
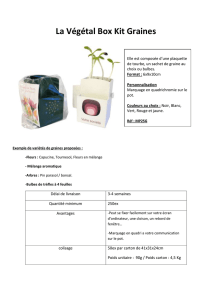
La figure 3 résume les phénomènes thermiques.
figure 3 : Phénomènes thermiques à l’intérieur du pot
III MODELISATION
Le calcul thermohydraulique est réalisé en 3D et en régime stationnaire sous le logiciel Fluent ©, il résout les
équations de chaleur (1), de continuité (2) et de mouvement (3) :
)(gρτ.p)vv.(ρ
)()v.(ρ
3
20
Les échanges radiatifs sont calculés par le solveur s2s qui ne prend pas en compte l’absorption du milieu
traversé (l’air).
Les propriétés des matériaux (masse volumique, conductivité, capacité calorifique et viscosité) sont
dépendantes de la température.
Différentes phases de fonctionnement du four (veille et alimentation) sont simulées.

MATERIAUX 2010 – 18-22 octobre 2010 – Nantes, France
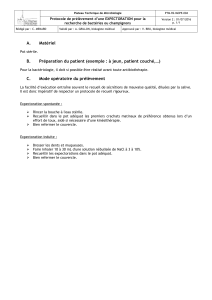
IV RECALAGE PAR RAPPORT AUX DONNEES EXPERIMENTALES
La température au bord du pot est mesurée expérimentalement en deux points au contact du pot, l’objectif
est de recaler les données de modélisation afin de retrouver ces températures. Plusieurs tests de
modélisation sont réalisés en faisant varier la fonction définissant le coefficient de convection h au bord du
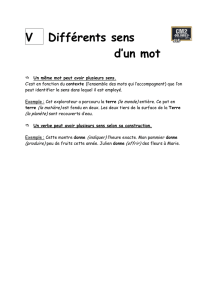
pot. La figure 5 représente la température en paroi extérieure du pot en fonction de la hauteur après que le
coefficient de convection soit recalé.
figure 5 : température (°C) au bord du pot en fonction de la position z (m)
V RESULTATS
Des simulations sont réalisées pour trois phases d’alimentation et trois phases de veille. Afin de valider le
modèle, un bilan thermique sur l’ensemble du four est effectué en prenant en compte la puissance fournie
par les résistances au système complet (calculée expérimentalement), la puissance dissipée à l’extérieur du
four (calculée expérimentalement) et la puissance fournie au pot (obtenue par simulation). Le bilan
thermique est acceptable avec environ 95 % de la puissance fournie par les résistances récupérée par le
système.
La modélisation permet l’observation des phénomènes thermohydrauliques dans le bain de verre en phase
d’alimentation et en phase de veille.

MATERIAUX 2010 – 18-22 octobre 2010 – Nantes, France
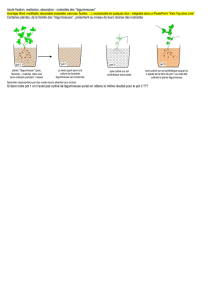
Les figures 6 et 7 représentent la cartographie de la température et le champ des vecteurs vitesse pour une
phase d’alimentation.
figure 6 : Alimentation - Cartographie de la température (°C)
Un gradient de température est observé. Il est provoqué par l’alimentation qui refroidit l’interface verre/air et
les parois latérales chauffant le verre.
figure 7 : Alimentation - Champ des vecteurs vitesse colorées par le module de la vitesse (m/s)
Des mouvements thermoconvectifs de vitesse élevée au centre du pot et dus au gradient de température
sont présents dans le verre.
 6
7
6
7
1
/
7
100%