Programmation ISO
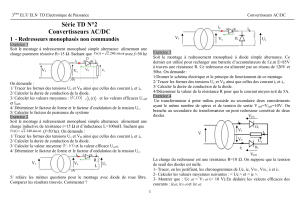
fr-938819/5 4 - 79
4
4.8.2 Orientation de l'axe de l’outil
ZY
X
R+ Q+
P+
R-
Q-
P-
G16 Définition de l’orientation de
l’axe de l’outil avec les
adresses P, Q, R.
La fonction affectée d’un des arguments
obligatoire P, Q ou R suivi du signe
positif ou négatif définit l’orientation de
l’axe de l’outil.
L’axe de l’outil peut être orienté dans 6
positions différentes sur les machines à
tête interchangeable ou à renvoi d’an-
gle.
Syntaxe
N.. G16 P±/Q±/R±
G16 Définition de l’orientation de l’axe de l’outil.
P+ Orientation de l’axe suivant X+.
P- Orientation de l’axe suivant X-.
Q+ Orientation de l’axe suivant Y+.
Q- Orientation de l’axe suivant Y-.
R+ Orientation de l’axe suivant Z+.
R- Orientation de l’axe suivant Z-.
Propriétés de la fonction
La fonction G16 suivie d’un de ses arguments P, Q, R est modale.
La fonction G16 suivie de R+ est initialisée à la mise sous tension.
Révocation
La fonction G16 suivie d'un des arguments (P, Q, ou R) différent de celui programmé
précédemment révoque l'état G16 antérieur.
Particularités
Par convention le vecteur outil est orienté du bout de l’outil (partie coupante) vers la
référence de l’outil (fixation en broche).

4 - 80 fr-938819/5
L’axe de l’outil ne peut être un axe secondaire indépendant.
Lors de la définition de l’orientation de l’axe de l’outil :
- il est recommandé d’être en annulation de correction de rayon (G40) et annulation
de cycle (G80),
- le bloc contenant G16... peut comporter des déplacements, des fonctions
auxiliaires M, et les fonctions technologiques S et T.
Exemple
%44
N10 G00 G52 Z.. (G17 G16 R+)
Orientation initialisée suivant Z+
N20 T08 ... M06
Appel de l’outil
N30 S400 M40 M03
N..
N..
N170 G00 G52 X.. Y.. Z..
N180 G16 P+
Orientation de l’axe suivant X+
N190 G00 Y.. Z..
N200 G01 X.. F..
N..
Machine équipée d’un renvoi d’angle.
Z
X
OP
Renvoi d'angle
Tête machine
P+
Pièce
X+
Table machine
Z

Programmation ISO
fr-938819/5 4 - 81
4
4.8.3 Appel des correcteurs d’outil
Rayon de
bout @. .
Rayon R . .
Point de
référence de
la broche
Longueur L . .
Z
X
D.. Appel du correcteur d’outil.
L’adresse D affectée d’un numéro sélec-
tionne le correcteur d’outil.
Les dimensions d’outil mémorisées sont
validées selon les axes programmés.
Les dimensions d’un outil sont visualisées sous un triplet de corrections en page
«CORRECTIONS OUTILS» :
- L = Longueur d’outil.
- R = Rayon d’outil.
- @ = Rayon de bout d’outil.
L'introduction des dimensions peut être effectuée :
- manuellement ou par périphérique (Voir manuel opérateur),
- par programmation paramétrée (Voir 6.2).
Syntaxe (Plan G17)
N.. [G17] [G16 R+] D.. [G40/G41/G42] X.. Y.. Z..
G17 Choix du plan XY.
G16 R+ Orientation de l’axe de l’outil suivant Z+.
D.. Numéro du correcteur (de 1 à 255 correcteurs).
G40 Annulation de la correction de rayon.
G41/G42 Correction de rayon d’outil.
X.. Y.. Z.. Point à atteindre.

4 - 82 fr-938819/5
Propriétés de la fonction
La fonction D.. est modale, le correcteur D0 est initialisé à la mise sous tension.
Révocation
La fonction D.. est révoquée par la programmation d’un nouveau correcteur ou
annulée par D0.
Particularités
Le numéro du correcteur peut être différent du numéro de l’outil.
Plusieurs numéros de correcteurs peuvent être affectés à un seul outil.
Le contenu du correcteur D0 est toujours nul.
Le système dispose de 255 triplets de corrections (L, R, @). Si le numéro affecté au
correcteur est supérieur à 255, le système émet le message d'erreur 8.
Correcteur de longueur d’outil (L)
Le correcteur de longueur d’outil est affecté à l'orientation de l’axe de l’outil définie
par G16... (Voir 4.8.2).
La longueur d’outil déclarée est prise en compte à la programmation :
- d’un numéro de correcteur D..,
- d’un déplacement sur l’axe parallèle à l’orientation de l’axe d’outil.
En cours d’usinage les variations de longueur d’outil s’appliquent lors :
- d’un changement de numéro de correcteur,
- de l’emploi de la correction dynamique d'outil,
- d’un changement d’orientation de l’axe d’outil.
Le correcteur de longueur est suspendu par la programmation de G52 (Voir 4.12.1,
programmation absolue par rapport à l’origine mesure).
La dimension maximum des correcteurs «L» est égale à : 9999.999 mm.
REMARQUE L’axe de l’outil peut être un axe primaire ou un axe secondaire porté (il
ne peut être un axe secondaire indépendant).

Programmation ISO
fr-938819/5 4 - 83
4
Exemple
Usinage avec outil T02 affecté de 2 correcteurs D02 et D12.
Les correcteurs de longueurs L.. de l’outil T02 sont pris en compte lors du premier
déplacement sur l’axe Z programmé après D02 et D12.
%55
N10 G16 R+ G17
N20 T02 D02 M06
Appel de l’outil T02 et du correcteur D02
N30 S180 M40 M03
N40 G00 X100 Y20
N50 Z30
Prise en compte de la longueur L..
de D02
N..
N100 D12 Z30
Prise en compte de la longueur L..
de D12
N..
N20
N40
N50
D2L . .
ZY
X
OP
a
Longueur
outil
Correcteur de rayon d’outil dans le plan (R) et dans l’espace (@)
REMARQUE L’appel d’un correcteur d’outil en correction d’outil dans l’espace (G29)
suit les mêmes règles que l’appel d’un correcteur de rayon «R» dans
le plan (Voir 4.8.5).
Le correcteur de rayon d’outil est affecté à l’un des plans d’interpolation définis par
G17, G18 ou G19.
Le rayon d’outil déclaré est pris en compte à la programmation :
- du numéro de correcteur D..,
- d’une des fonctions G41 ou G42,
- d’un des axes du plan d'interpolation.
1
/
5
100%