Bases de l'automatisme : Systèmes, contrôle et technologies
Telechargé par
Meriem Sedoud

Chapitre 1 : généralités sur l’automatisme :
I. Notion du système :
1. Définition d’un système technique :
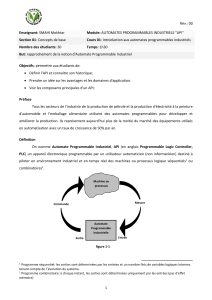
Un système technique est un ensemble organisé d’éléments fonctionnels en
interaction, conçu pour répondre à un besoin.
La fonction globale d’un système est d’apporter une valeur ajoutée à un
ensemble de matières d’œuvre dans un environnement ou un contexte donné.
-Ces flux entrants et sortants peuvent être de types « énergie », « matière » ou
« information ».
2. Définition d'un système de production :
Un système de production est un système à caractère industriel possédant les
caractéristiques suivantes :
- L'obtention de la valeur ajoutée présente un caractère reproductible.
- La valeur ajoutée peut être exprimée et quantifiée en termes économiques.
II. Automatisation :
1. Définition :
- L’automatisation consiste à « rendre automatique » les opérations qui
exigeaient auparavant l’intervention humaine.
- L’automatisation est considérée comme l’étape d’un progrès technique ou
apparaissent des dispositifs techniques susceptibles de seconder l’homme,
non seulement dans ses efforts musculaires, mais également dans son
travail intellectuel de surveillance et de contrôle.
Une autre définition :

- L’automatisation d’une production consiste à transformer l’ensemble des
tâches de commande et de surveillance, réalisées par des opérateurs
humains, dans un ensemble d’objets techniques appelés partie commande.
Cette dernière mémorise le savoir faire des opérateurs, pour obtenir
l’ensemble des actions à effectuer sur la matière d’œuvre, afin d’élaborer
le produit final.
- L'automatisme consiste en l'étude de la commande de systèmes
industriels.
2. Le niveau d’automatisation :
Il y a différents degrés d’automatisation qui vont du niveau totalement manuel
correspondant à 0% d’automatisation à un niveau total d’automatisation (100%)
dans lequel l’homme ne joue aucun rôle dans l’accomplissement de la tâche.
Cependant, dans la plupart des applications, l’operateur humain et la machine
automatisée coopèrent pour mener à bien la tâche ou la mission à accomplir.
Dans les systèmes de haut degré d’automatisation, l’operateur humain joue
seulement le rôle de superviseur.
III. Système automatisé :
1. Définition :
- Un système est dit automatisé s’il exécute toujours le même cycle de travail
d’une manière autonome à chaque fois que les conditions initiales sont remplies.
- un système automatisé a pour but :
diminuer les tâches de l’être humain.
exécuter des tâches répétitives , pénibles ou dangereuses pour l’homme…

économiser le temps et l’énergie humaine .
réaliser l’abondance , la qualité , rapidité et la précision dans la production
…
augmenter la sécurité des personnes ,de produit et de matériels.
2. Structure d’un système automatisé :
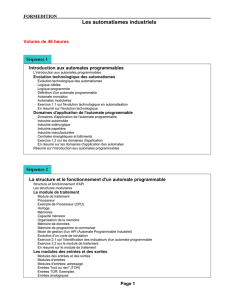
un système automatisé est composé de :
* partie commande : « cerveau» c’est la partie qui traite les informations, elle
gère et contrôle selon une suite logique le déroulement du cycle : reçoit les
consignes de l'opérateur et les comptes rendus de la partie opérative ( Les
comptes rendus de la partie opérative sont les signaux envoyés par les capteurs
installés sur les machines) et adresse des ordres à la partie opérative.
* partie opérative « corps »: que l’on appelle également partie puissance, c’est
la partie visible du système , permet de transformer la matière d’œuvre
entrante en effectuant les actions ordonnées par la partie commande.
- la partie opérative peut être mécanique, électrique, pneumatique, ou
hydraulique, et bien souvent un assemblage de ces technologies .
- Pour exécuter les ordres de la partie commande , la partie opérative est équipée
de :
actionneurs : sont des composants capable de produire un phénomène
physique (déplacement, dégagement de chaleur, émission de lumière...) à
partir de l'énergie qu'il reçoit…parmi les actionneurs on peut citer : les
moteurs ,les vérins pneumatiques ou hydrauliques ,les vannes ....
capteurs :sont des éléments capable de détecter (avec ou sans contact) un
phénomène physique dans leur environnement ( présence ou déplacement
d'un objet, chaleur, lumière) et de rendre compte de ce phénomène à la
partie commande. Parmi les capteurs on peut citer : les capteurs optiques
,les capteurs de contact ,les capteurs de mouvement ...
- Un système automatisé, quel qu'il soit, nécessite un opérateur, c'est une
personne qui donne des consignes au système et qui est capable de comprendre
les signaux que la partie commande lui renvoie.
- Le dialogue entre l’operateur et la machine peut être effectué par une Interface
Homme-Machine informatisée, un pupitre ou une boite à bouton.
- Les informations entre la partie commande et la partie opérative passent
souvent par l’intermédiaire d’interfaces. Cette dernières assurent une

compatibilité entre les signaux qui circulent entre la partie commande et la partie
opérative. On en distingue deux types :
_ Celles qui permettent un changement de niveau d’énergie : relais instantanés,
contacteurs auxiliaires…
_ Celles qui permettent un changement de type d’énergie : interfaces
électropneumatiques, contacts à pression…
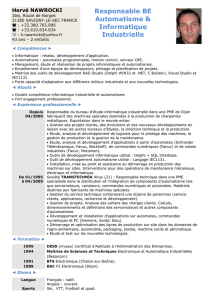
3. Chaîne fonctionnelle d’un système automatisé :
Une chaîne fonctionnelle est un sous-ensemble d’un système automatisé. On
peut distinguer au sein des systèmes deux chaînes, l’une agissant sur les flux de
données, appelée chaîne d’information (Chaîne d'acquisition), l’autre agissant
sur les flux de matières et d’énergies, appelée chaîne d’énergie (Chaîne d'action)
I. Les différentes approches de l’automatisme :
Les systèmes logiques :

On désire étudier le comportement global du système automatisé, et ainsi,
décrire l'ordre dans lesquels le système effectue les différentes tâches (actions =
sorties). Alors, toutes les chaînes d'actions et d'acquisition (sorties et entrées)
sont représentées par des variables de type logique (signal binaire 0 ou 1).
Chaque grandeur ne connaît que deux états différents, on ne tient pas compte des
régimes transitoires : allumé/éteint, ouvrir/fermer, présent/absent, à l'arrêt/en
mouvement…
Les systèmes continus :
On désire étudier le comportement temporel d'une seule chaîne d'action.
On prend en compte les régimes transitoires.
Les grandeurs d’entrées et de sortie ne sont plus binaires : elles sont analogiques
variateur de vitesse, thermostat…
II. Différents types de commande :
Ils existent sur les SAP différents types de commandes :
5.1. Système automatisé combinatoire :
Ces système n'utilisent aucun mécanisme de mémorisation (ils n'ont pas de
mémoire) et à une combinaison des entrées correspond une seule combinaison
des sorties. La logique associée est appelée logique combinatoire.
Les systèmes automatisés utilisant la technique du «combinatoire» sont
aujourd'hui très peu utilisés. Ils peuvent encore se concevoir sur des mécanismes
simples où le nombre d'actions à effectuer est limité. Ils présentent en plus
l'avantage de n'utiliser que très peu de composants (vérins, distributeurs,
capteurs, cellules).
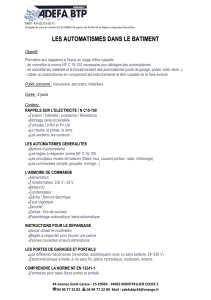
5.2. Système automatisé séquentiel :
Ces systèmes sont les plus répandus sur le plan industriel. Le déroulement du
cycle s'effectue étape par étape.
A une situation des entres peut correspondre plusieurs situations de sortie. La
sélection d'une étape ou d'une autre dépend de la situation antérieure du
dispositif. La logique associée est appelée « logique séquentielle ».
III. Technologies des automatismes :
 6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
1
/
22
100%